7*24小时服务热线:
7*24小时服务热线:


更新时间:2026-06-30 16:40:17
点击:9
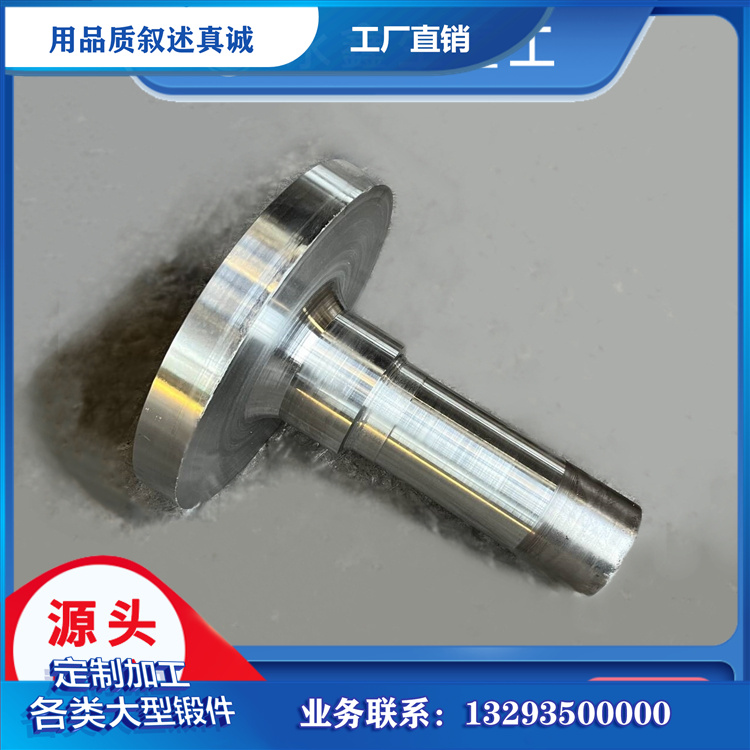
船舶轴系前端配套前轴承座锻件,作为轴系定位支撑核心构件,长期承接轴体转动带来的持续径向载荷与振动冲击,运行过程中轴身摩擦、主机振动会持续向锻件传递循环应力,部分工况下还会接触机舱内油气、水汽介质,复杂受力环境对锻件内部组织、力学韧性、结构致密程度提出多重规范要求。相较于铸造轴承座,锻件经过完整塑性变形后内部无大面积疏松孔洞,金属流线连续完整,能够长期承受往复交变载荷,是船舶动力轴系配套的主流加工形式。
前轴承座锻件生产从原材料管控建立质量防线,行业多选用中碳合金结构钢作为基础坯料,冶炼环节采用炉外精炼配合真空脱气工艺,降低钢液内部氢氧气体含量,约束硫、磷有害元素占比,减少锻件后期出现冷脆、内部微裂纹的概率。钢锭成型后开展光谱成分检测与初次超声波探伤,筛除内部夹杂、缩孔等先天缺陷,同时打磨去除坯料表层厚重氧化皮与尖锐棱角,避免锻造过程氧化杂质嵌入基体形成夹层损伤。根据船舶轴系载荷大小调整钢材合金配比,平衡强度与切削加工性能,适配后续精加工装配需求。
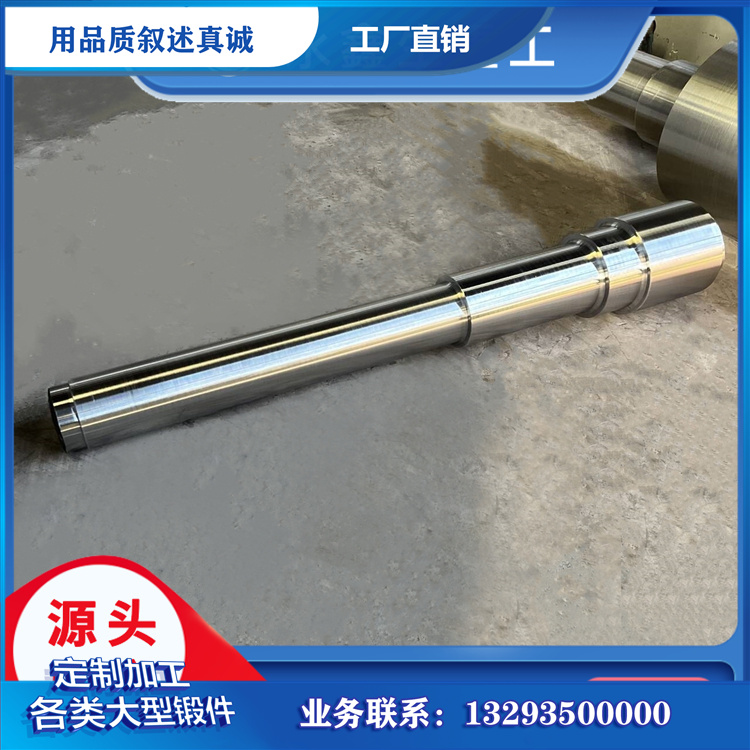
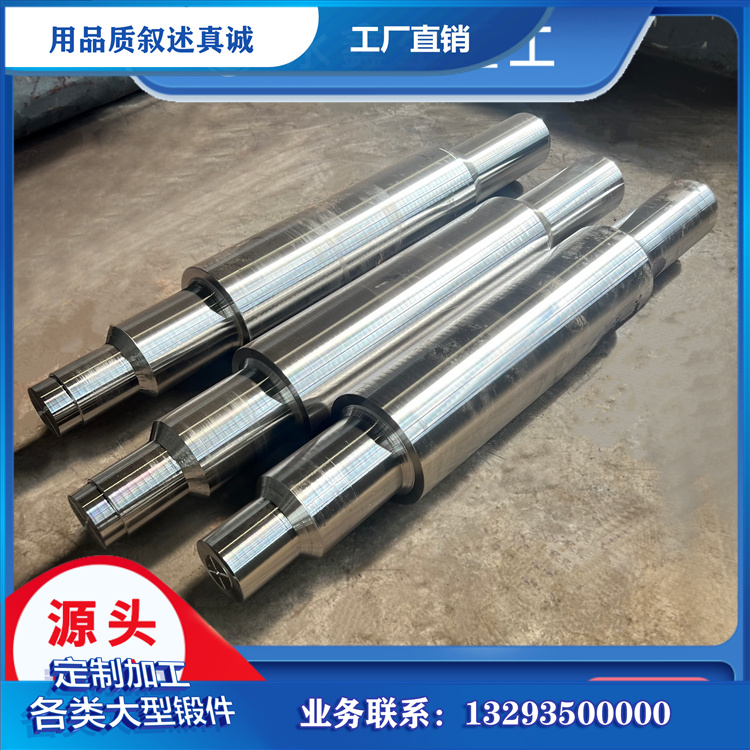
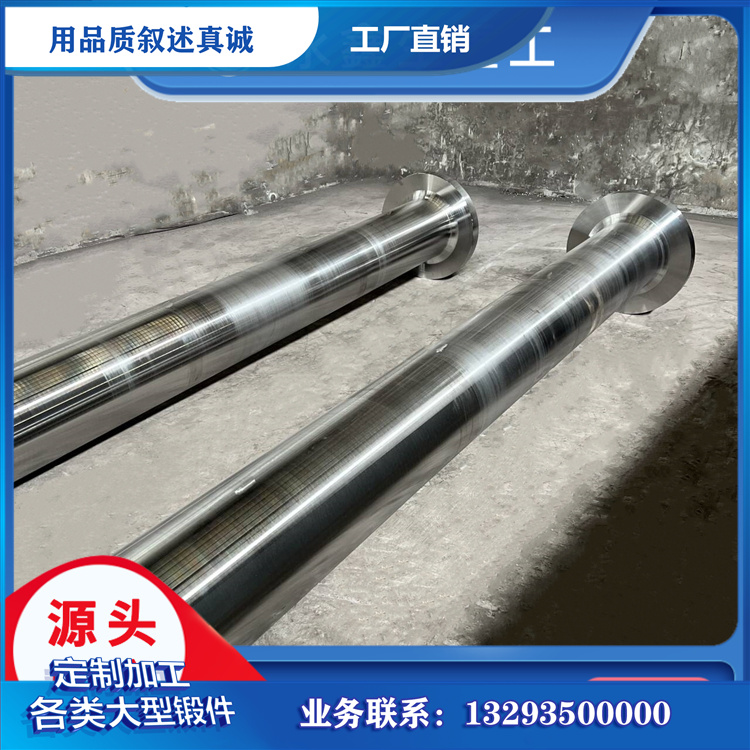
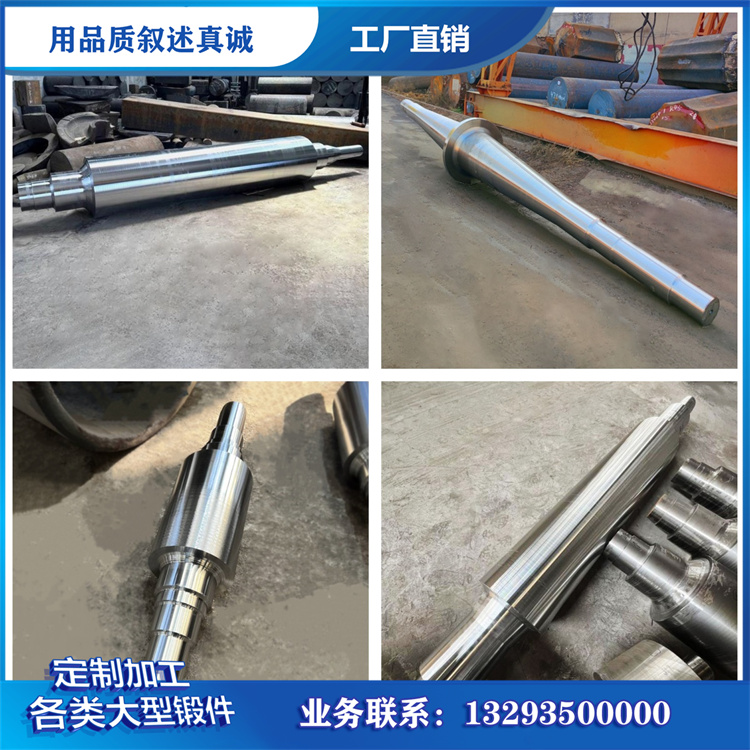
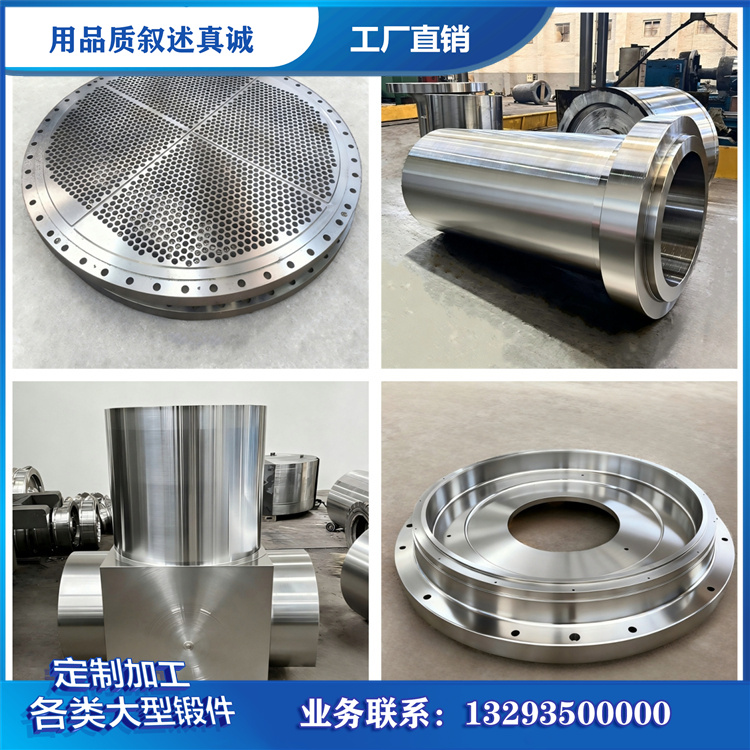
前轴承座属于筒类带法兰异形锻件,成型以自由锻结合局部镦粗工艺为主,坯料分段加热后依次完成拔长、墩台加厚、内孔预成型多道工序。生产全程把控坯料加热温度区间,维持整体受热均匀,在规定区间内完成锻打,把控终锻温度规避低温锻造损伤。持续外力挤压锻合钢锭原生孔隙,破碎粗大铸态晶粒,金属流线顺着轴承座法兰、筒身受力走向延展,分散轴体运转产生的集中应力。山西永鑫生重工可承接不同规格前轴承座锻件加工,依托大型锻造设备完成筒身与法兰一体化锻造成型,数字化管控加热、锻压、整形全流程,完整留存工艺参数记录,保障同批次锻件内部组织均匀统一。
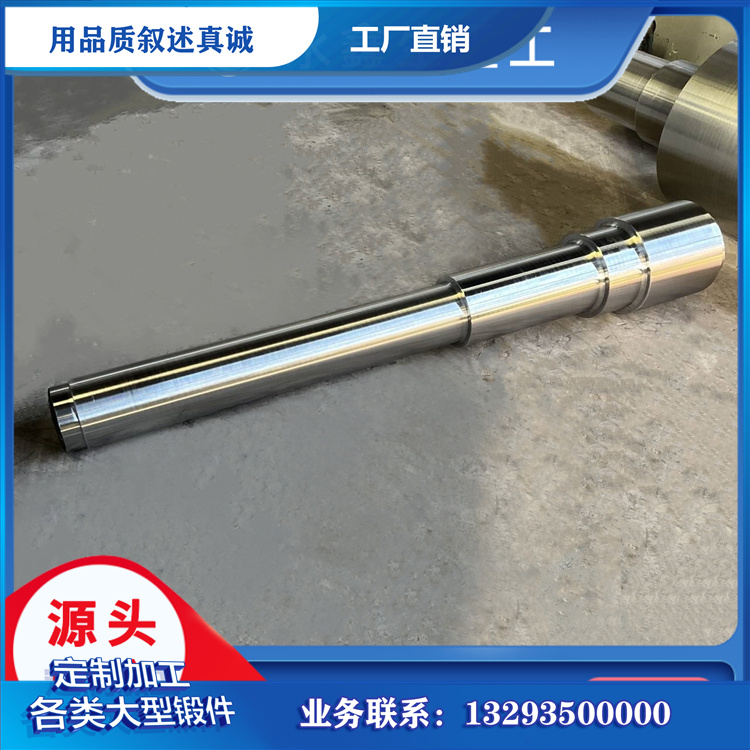
热处理工序用于调整锻件综合力学性能,常规前轴承座锻件采用调质处理搭配低温去应力回火,同步提升钢材强度、抗疲劳性能,消除锻造阶段留存的残余应力,降低精加工阶段尺寸变形幅度。热处理炉内温度稳定调控,按照锻件体积匹配保温时长与冷却速率,避免局部晶粒粗细不均造成区域性能差异。热处理完成后整体抛磨去除表层氧化层,为后续探伤、机加工提供平整工件基底。
联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码