7*24小时服务热线:
7*24小时服务热线:


更新时间:2026-06-30 12:12:06
点击:11
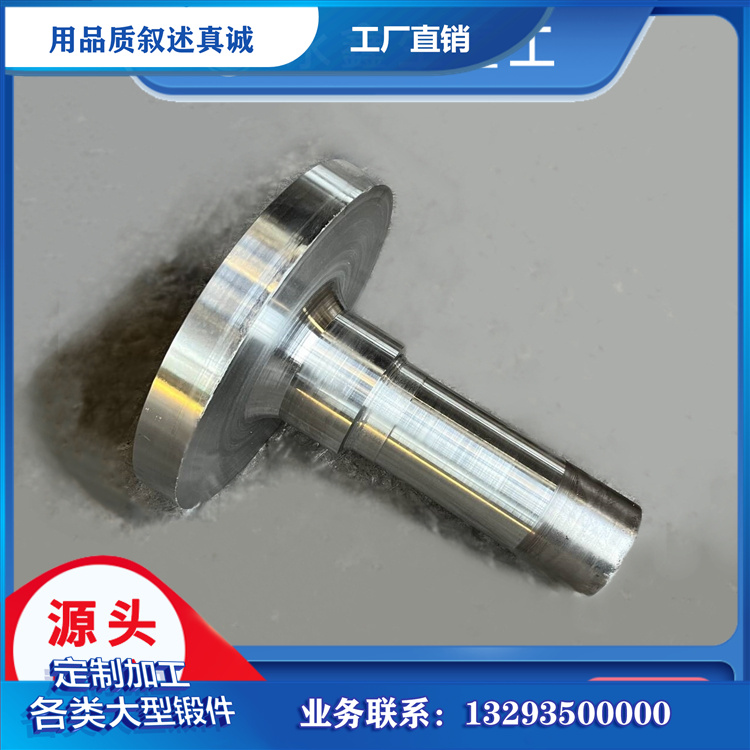
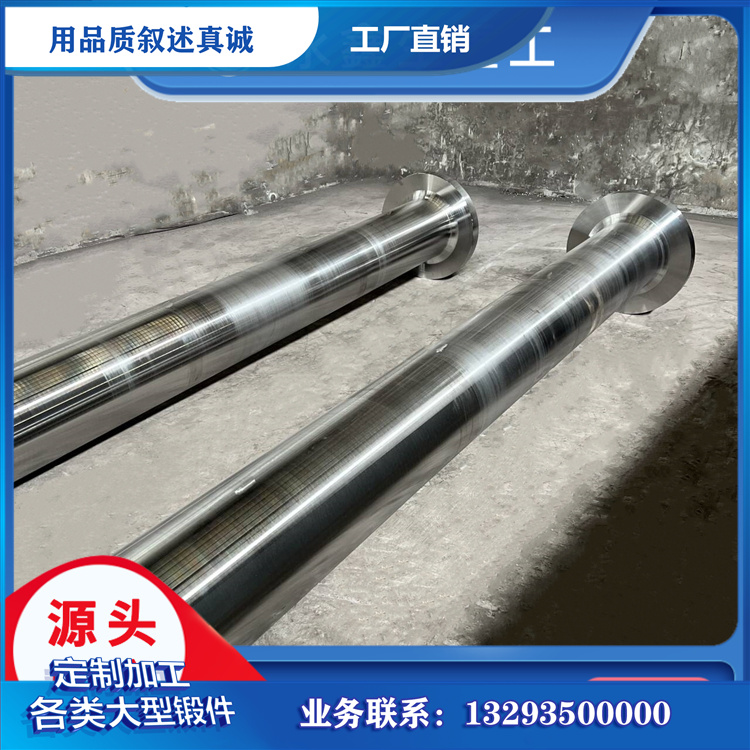
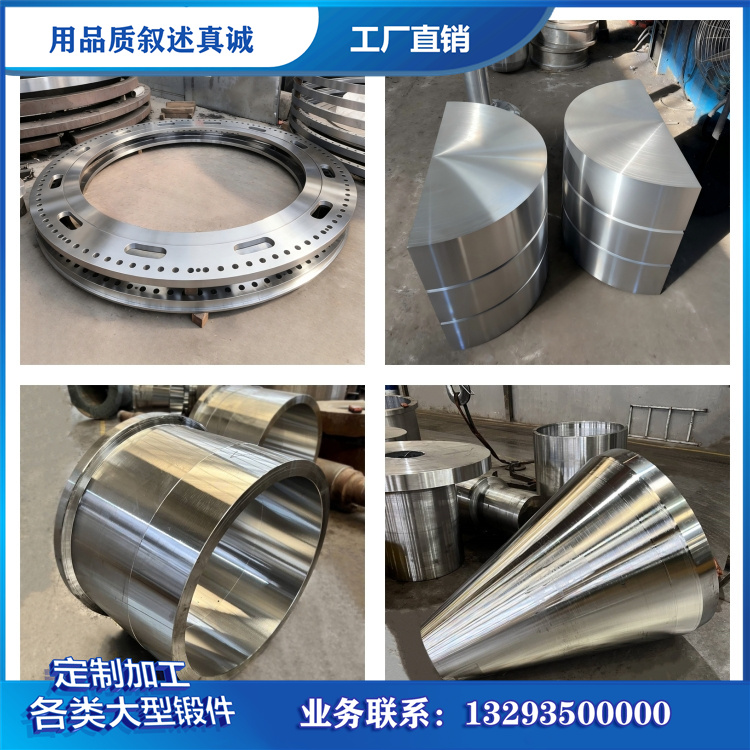
船舶航行全程处于海水腐蚀、交变扭矩、海浪冲击叠加的复杂工况,动力、转向、锚泊系统核心受力部件均采用锻件成型,锻造工艺凭借致密化金属组织的特性,成为海事关键零部件的主流制造方式,其综合性能直接决定船舶运行稳定性与使用周期。船用锻件覆盖船舶全系统,大类分为轴系锻件、舵系锻件、动力机锻件、甲板机械锻件四类,每一类对应不同载荷工况,材料、锻造参数、热处理方案均需匹配船级社统一规范。
轴系锻件包含艉轴、中间轴、推力轴、联轴节等,承担发动机向螺旋桨传递动力的功能,长期承受扭转、弯曲复合应力,部分轴段长期浸泡海水,对材料韧性、抗疲劳、耐蚀性能存在硬性约束。舵杆、舵销等舵系锻件负责船舶航向调控,转向过程持续承受冲击载荷,要求锻件表层无裂纹、内部无疏松夹杂。曲轴、连杆、活塞杆等动力锻件是主机核心载体,往复运动产生高频交变载荷,晶粒均匀度、锻造比控制是生产管控重点。锚卸扣、系缆滚轮等甲板锻件,在锚泊、货物装卸时承受瞬时拉力,需保持稳定低温冲击性能,适配远洋低温海域作业环境。
原材料管控是船用锻件品质第一道防线,行业通用真空精炼钢坯,通过 LF 炉外精炼搭配 VD 真空脱气降低钢水中氢、氧含量,严控硫、磷有害元素占比,减少锻后热脆、冷脆隐患。不同品类锻件匹配对应钢种,普通轴系选用 42CrMo 合金钢,舵系耐腐蚀部件搭配含铬镍合金钢材,小型甲板锻件采用低碳锰钢,高端海洋工程船舶关键锻件可选用特种不锈钢材质,所有原料入库均需完成光谱成分检测、超声波探伤筛查,排除铸态先天缺陷。

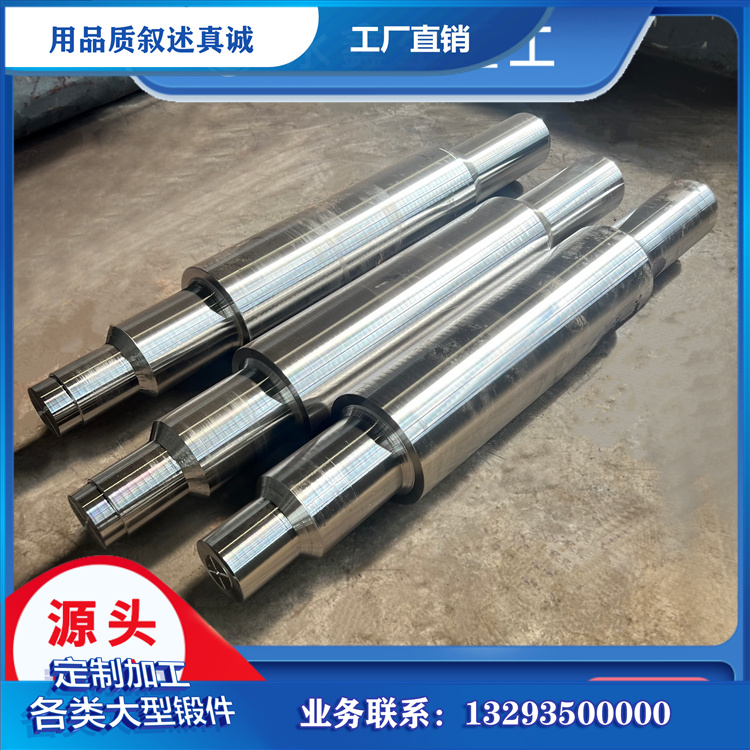
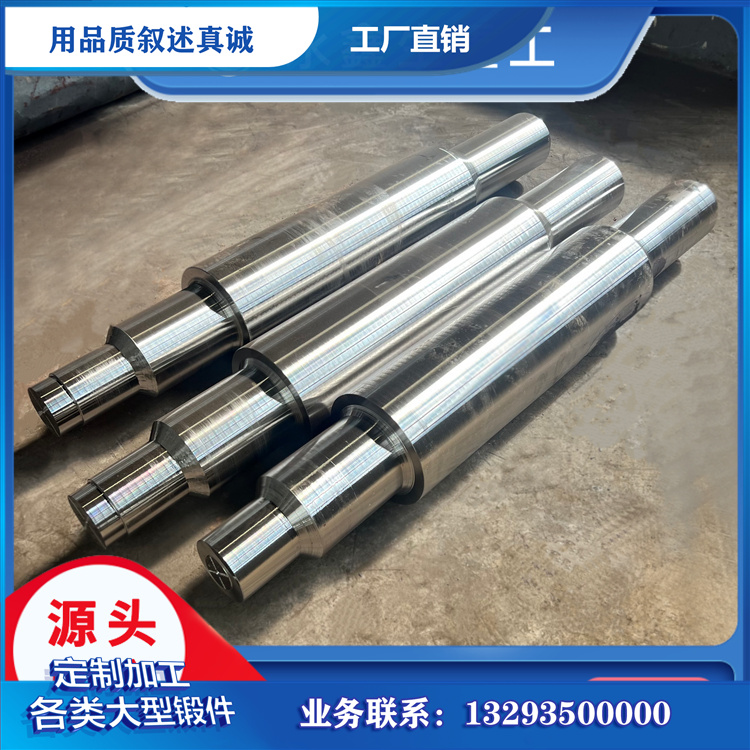
锻造成形环节直接重塑金属内部结构,通过镦粗、拔长、滚圆等塑性变形工序锻合钢锭内部气孔、缩孔,拉长金属流线,让应力传递路径连续完整。生产阶段需稳定管控始锻、终锻温度区间,常规碳钢锻件始锻区间 1100 至 1200 摄氏度,终锻温度维持 800 摄氏度以上,规避低温锻造产生内部微裂纹。锻造比需达到规范要求,充分破碎粗大铸态晶粒,提升整体力学性能。山西永鑫生重工依托大型锻造设备完成各类大尺寸船用轴件、筒类锻件成型,标准化管控加热、锻打、整形全流程,适配不同吨位船舶配套锻件定制生产需求,同步落实工艺参数记录存档,保障每批次产品工艺一致性。
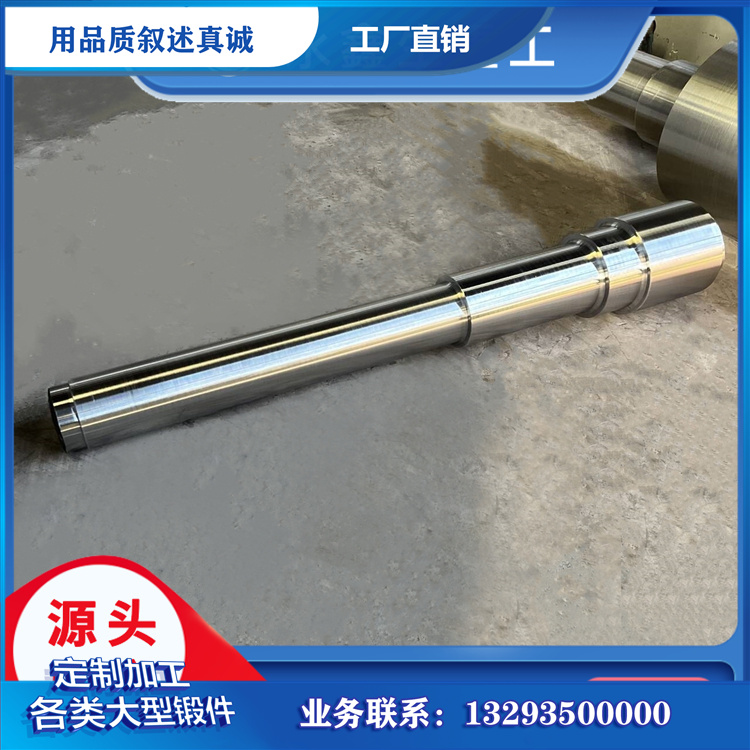
热处理是调整锻件性能的关键工序,锻后依据部件用途选择正火、调质、回火处理方案。正火用于细化基础晶粒,消除锻造残余应力;调质处理适配高载荷轴类、曲轴锻件,平衡强度与韧性;低温回火多用于小型甲板锻件,稳定尺寸精度,降低后续加工变形概率。热处理完成后进入精加工环节,通过数控设备修正外形尺寸,控制形位公差,满足轴系对中性、法兰装配精度要求。
联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码