欢迎您光临山西永鑫生锻造有限公司官方网站!
网站地图|联系我们
7*24小时服务热线:
您现在的位置:首页 >>
营销服务热线
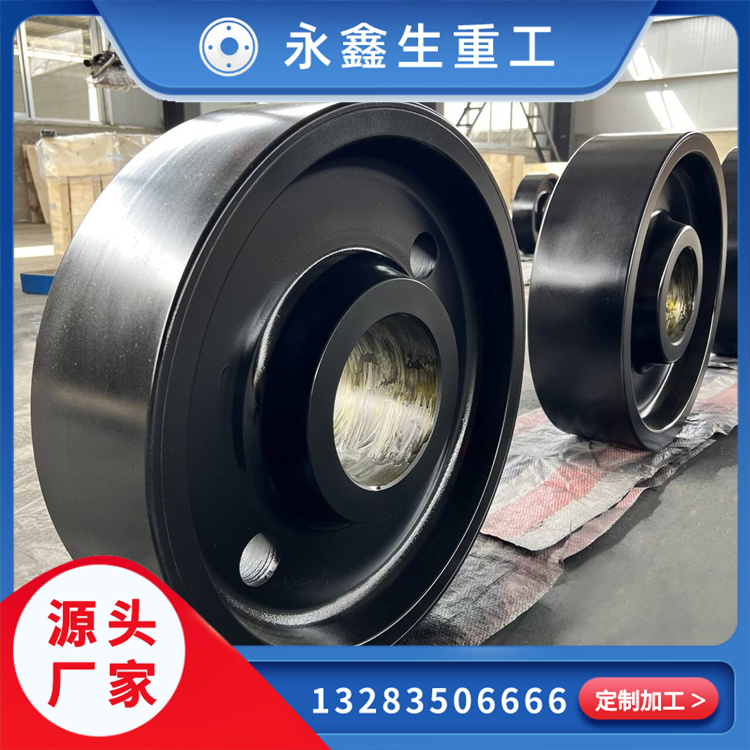
过跨车车轮锻件的材料选择与性能基础
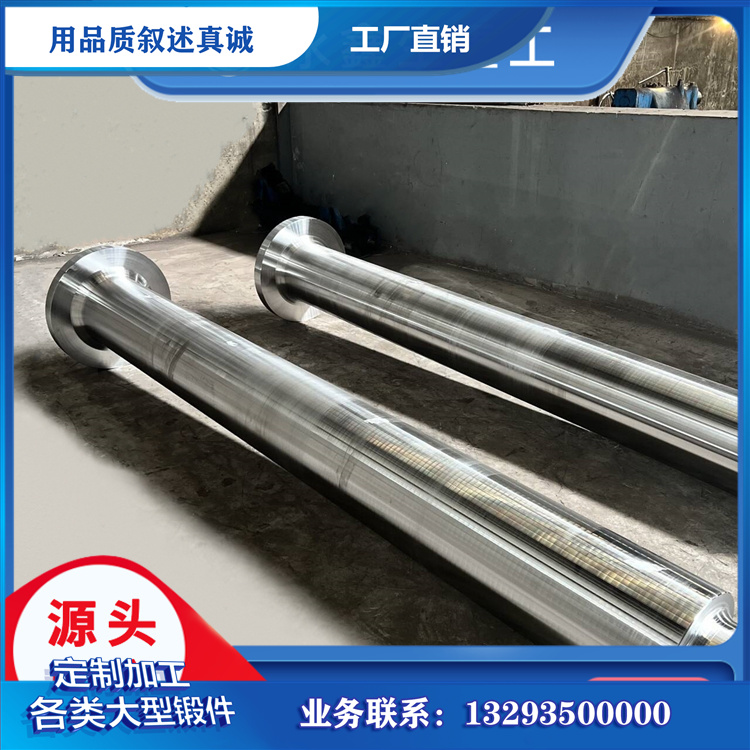
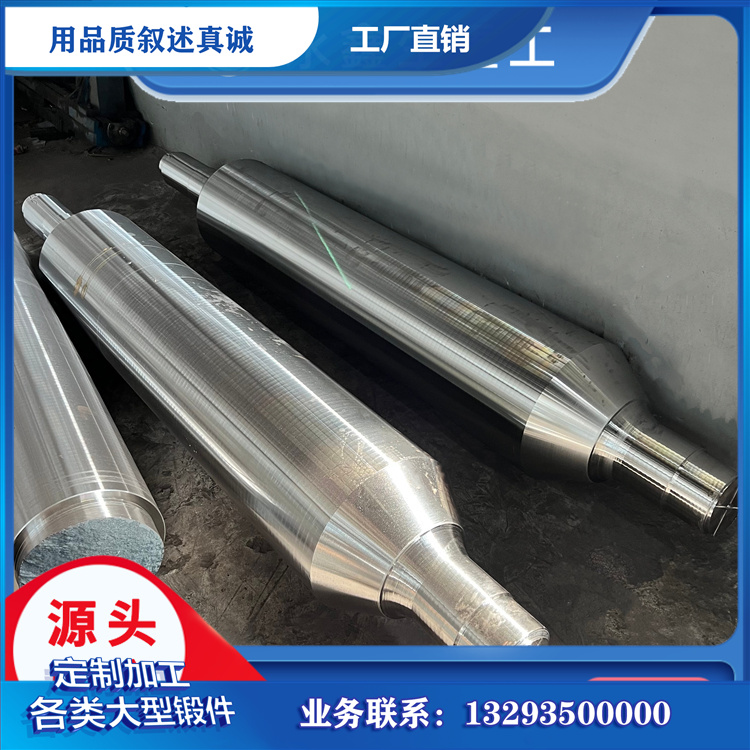
压辊轴锻件:工业轧制与挤压设备的核心承载部件
水轮机主轴锻件原材料管控与质量基底构建
起重机车轮锻件的核心价值与锻造工艺
横移台车车轮锻件的材料选择与锻造基础
堆取料机车轮组锻件的核心价值与锻造基础
更新时间:
点击:
客服
QQ
扫码咨询
电话
0350-6066666
微信
回顶