7*24小时服务热线:
7*24小时服务热线:


更新时间:2026-05-19 17:22:42
点击:193
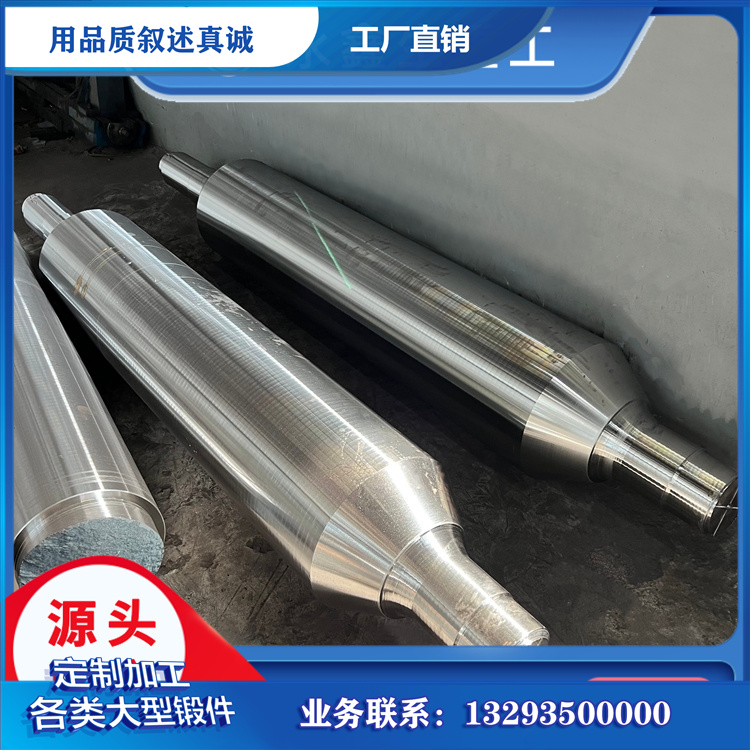
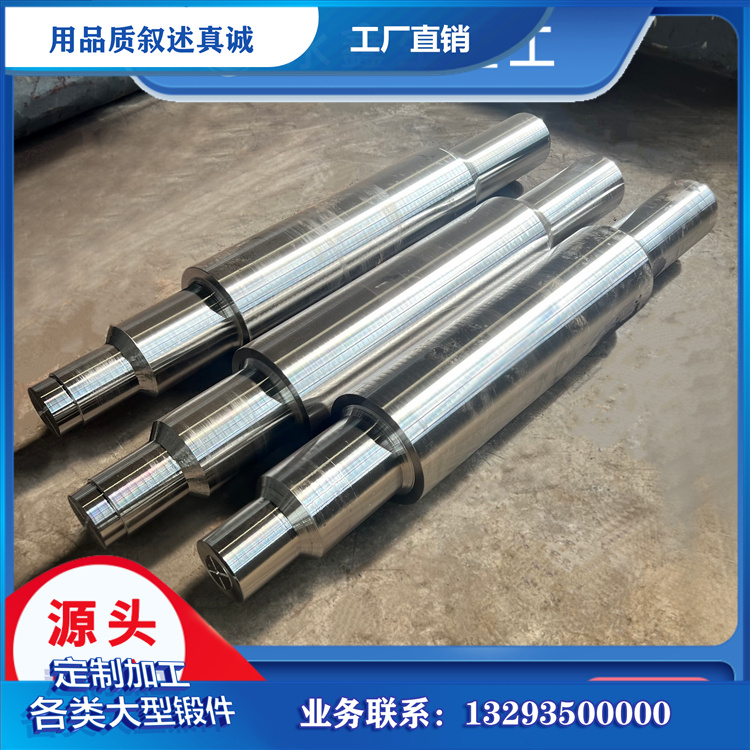
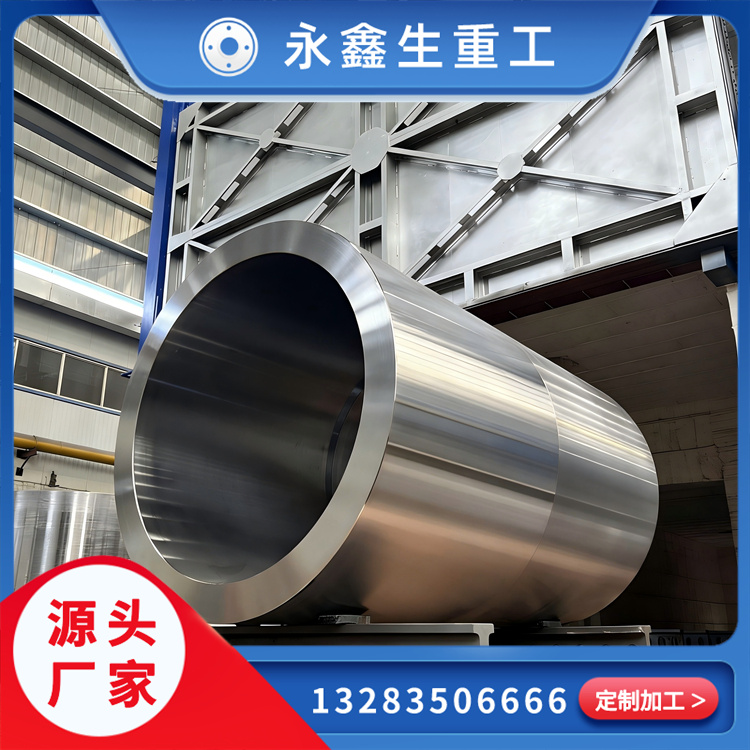
F51 筒类锻件是以 2205 双相不锈钢为原料锻造制成的筒体类锻件,遵循通用工业锻造生产标准制作,内部由奥氏体与铁素体双向金相组织构成,整体兼顾结构强度、韧性以及优良的耐腐蚀能力。此类锻件多应用于化工流体输送、海洋油气开采、环保脱硫以及压力容器配套领域,长期处在高压介质、潮湿盐雾、酸碱介质侵蚀的复杂环境当中,筒体壁厚均匀性、内部组织致密程度以及整体力学状态,直接影响设备密闭性与长期运行状态,是承压管路与承压设备里十分重要的基础锻件。
F51 双相不锈钢自身成分配比科学合理,铬、镍、钼、氮等合金元素相互搭配,有效提升钢材抗点蚀、抗缝隙腐蚀以及抗应力腐蚀的能力,相较于普通奥氏体不锈钢材质,该材质制成的筒类锻件屈服强度与结构稳定性更为出色,能够承受较高内部介质压力与外部环境载荷。钢材在冶炼阶段严格把控有害杂质含量,降低材质内部非金属夹杂占比,从原料层面为筒类锻件打下良好性能基础,适配多种严苛工业运行环境。
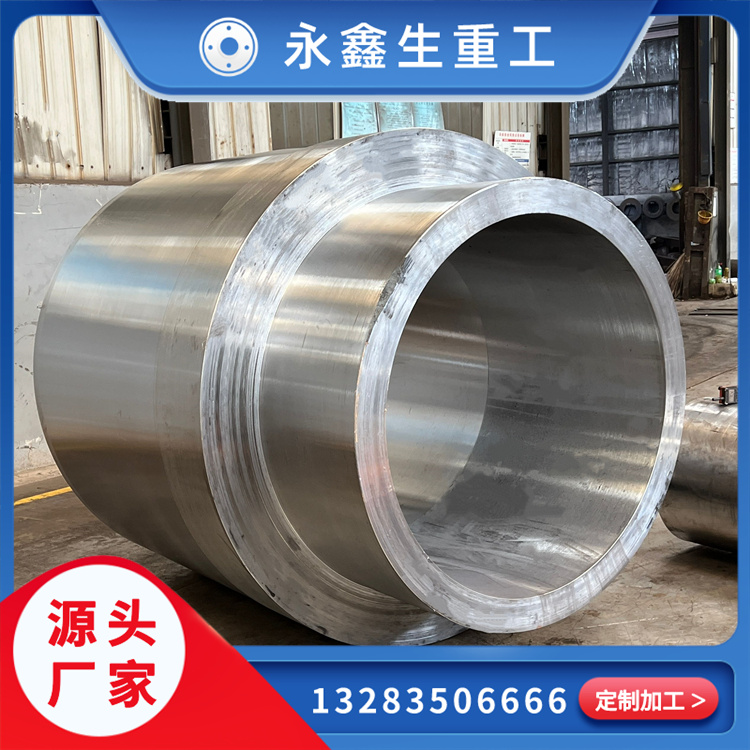
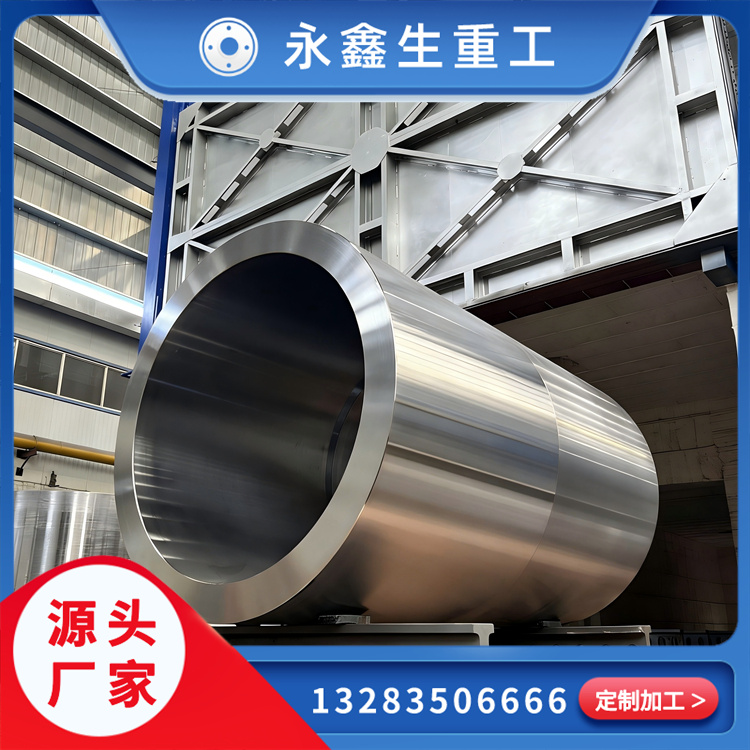
未经锻造处理的钢坯存在内部疏松、晶粒排布杂乱、成分分布不均等常态问题,直接加工成型的筒体结构稳定性不足,在持续内压与环境腐蚀共同作用下,容易出现内壁损伤、形变偏移等情况。借助高温锻造塑性加工方式,可以有效击碎原材料内部粗大铸态晶粒,闭合坯料内部细微孔隙与疏松结构,让筒体整体致密度得到提升。同时金属材料顺着筒体环形结构自然流动排布,形成贴合受力走向的连续金属流线,进一步提升筒体抗内压能力与抗疲劳性能,减少长期使用过程中出现结构损伤的概率。
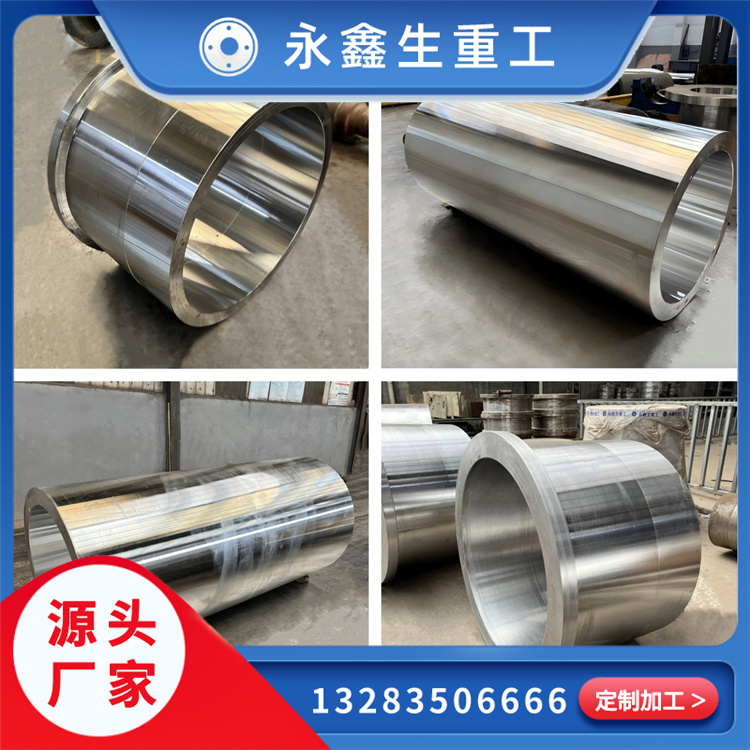
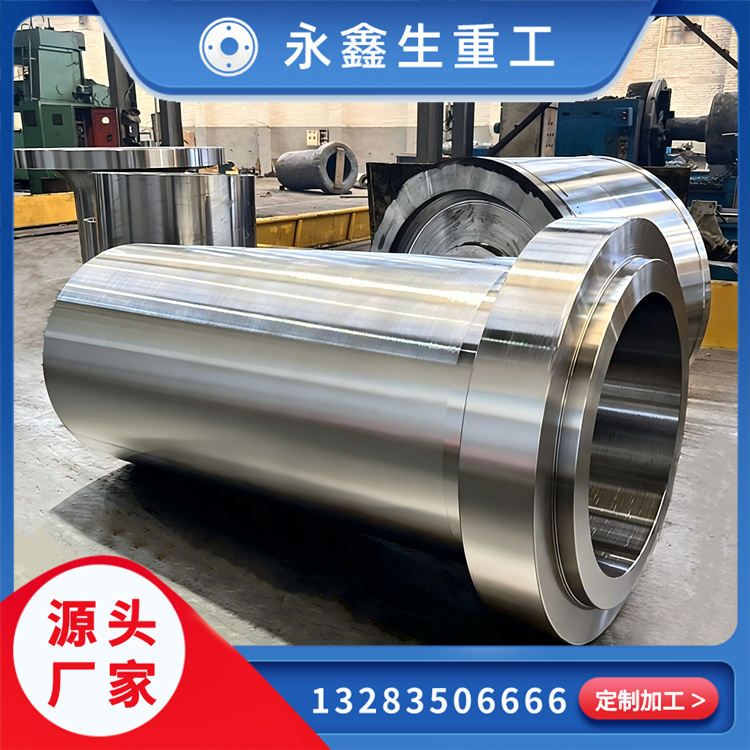
山西永鑫生重工在 F51 筒类锻件生产制作过程中,严格依照双相不锈钢锻造工艺执行生产作业。结合筒体环形结构特点,合理规划加热升温流程,采用分段式升温模式,缓解 F51 材质导热速度较慢带来的内外温差问题,规避加热阶段产生内部应力引发裂纹隐患。在锻造成型环节,依托成熟的环形锻造工艺,依次完成镦粗、冲孔、扩孔、整形等多道工序,稳步调整筒体壁厚、内径与外径形态,合理把控整体锻造变形量,让筒体周向与轴向组织都能得到均匀细化。
锻件完成成型加工之后,采用平稳缓冷方式逐步释放锻造过程产生的残余内应力,避免急速降温造成筒体尺寸形变与表层缺陷。后续搭配标准化固溶热处理工艺,合理调整炉内温度与保温时长,溶解材质内部有害析出组织,平衡双相金相组织占比,充分还原 F51 材质本身具备的耐蚀性能与综合力学性能,让筒体锻件内壁与外壁性能保持统一。
联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码