7*24小时服务热线:
7*24小时服务热线:


更新时间:2026-05-19 16:02:31
点击:264
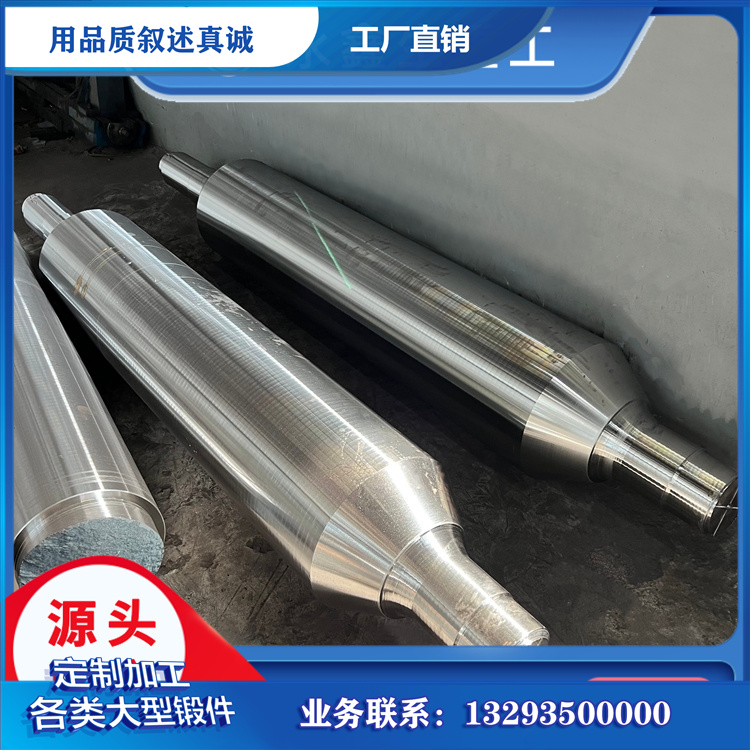
锻造齿轮是工业传动系统中传递扭矩、调节转速的关键锻件,广泛应用于矿山机械、冶金设备、船舶动力及重型机械等领域。其服役过程需持续承受交变扭矩、接触挤压应力、滚动摩擦及一定冲击载荷,齿根与齿面是应力集中的核心区域,因此对锻件的组织致密性、晶粒均匀性、金属流线分布及强韧性匹配均有严苛要求。锻件质量直接决定传动系统的运行稳定性、承载能力与服役周期。
锻造齿轮的材质选型需匹配工况载荷与性能需求,主流采用优质碳素结构钢与合金结构钢,包括 45# 钢、40Cr、42CrMo、20CrMnTi 等。其中,45# 钢适用于低速轻载的通用传动场景;40Cr、42CrMo 等调质钢具备良好的淬透性与综合力学性能,适配中速中载工况;20CrMnTi 等渗碳钢经渗碳淬火后,可形成 “齿面高硬耐磨、齿芯强韧耐冲击” 的组织状态,满足高速重载、频繁冲击的严苛工况需求。钢材需经精炼处理,严格控制硫、磷等有害杂质与非金属夹杂物含量,保证材质纯净度,为锻件性能奠定基础。

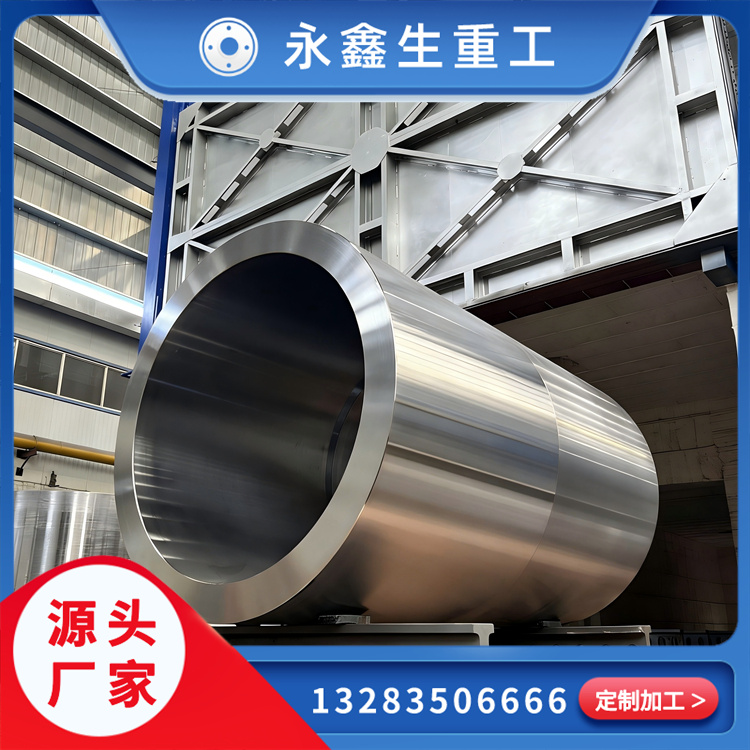
铸态钢材内部存在疏松、缩孔、成分偏析及晶粒粗大等天然缺陷,若直接加工为齿轮,在交变载荷作用下易产生应力集中,诱发齿根疲劳裂纹,导致齿面剥落或轮齿断裂等故障。锻造通过高温塑性变形,击碎铸态枝晶组织,闭合内部疏松与微小孔洞,显著提升材料致密度;同时细化晶粒,使金属流线沿齿轮轮廓连续分布,与受力方向保持一致,有效分散接触应力与弯曲应力,增强锻件抗疲劳性能与结构稳定性。合理的锻造工艺可从根本上改善齿轮内部组织状态,这是切削加工或铸造工艺无法实现的核心优势。

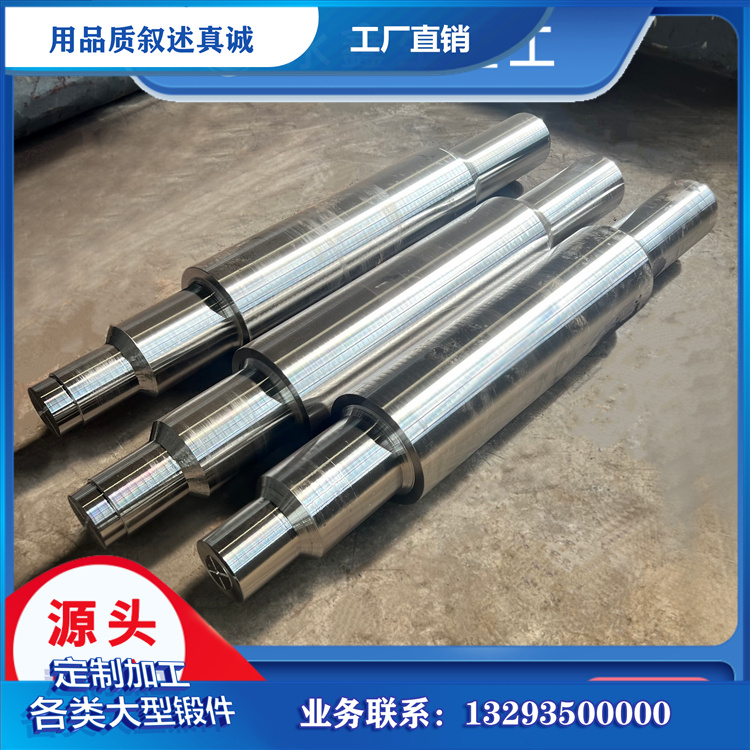
山西永鑫生重工在锻造齿轮生产中,严格遵循重型锻件工艺规范。钢坯加热采用分段控温模式,低温区间缓慢升温,减小坯料内外温差,降低热应力开裂风险;高温区间充分保温,保证坯料温度均匀、塑性充分释放,为锻造提供稳定的组织条件。锻造过程根据齿轮规格与批量,灵活采用自由锻或模锻工艺:自由锻适用于大直径、小批量齿轮毛坯,工装灵活;模锻则适合中小型、大批量齿轮,金属流动可控,成型精度高,材料利用率提升。全过程控制锻造比,关键承载部位锻造比不低于 3:1,确保心部组织压实、晶粒均匀细化。
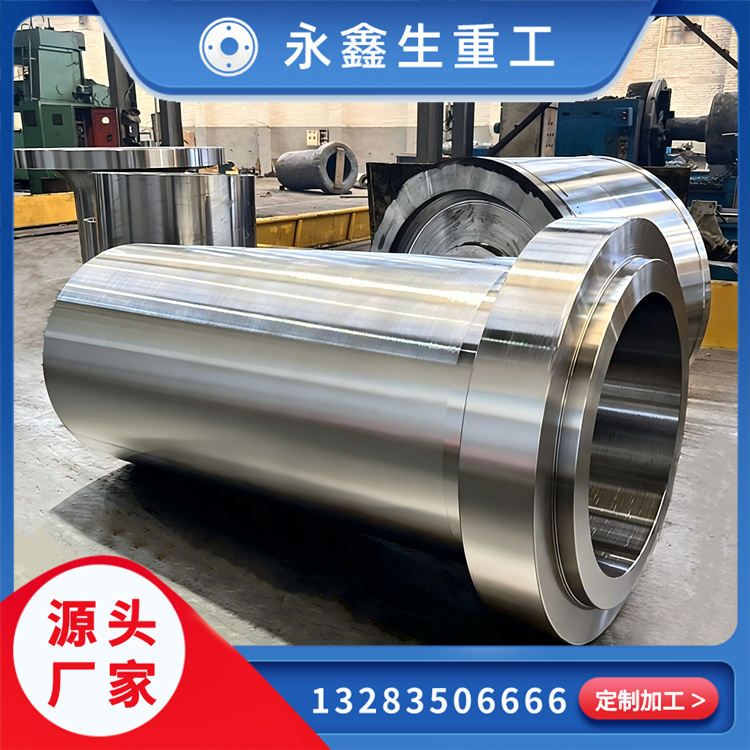
锻后采用缓冷方式,逐步释放残余应力,减少锻件变形与开裂倾向。随后进行正火或退火预处理,均匀金相组织、调整硬度区间,改善切削加工性能,为后续调质或渗碳热处理创造条件。热处理环节根据材质与性能要求,采用调质处理获得强韧性匹配的基体组织,或采用渗碳淬火强化齿面硬度与耐磨性,使锻件整体性能适配传动工况需求。
质量控制贯穿原材料复检、锻造参数监控、外观尺寸检验、硬度检测、金相分析及超声波、磁粉等无损探伤全流程,严格排查夹杂、缩孔、裂纹等缺陷,保障锻件内部组织完好、力学性能稳定。锻造齿轮凭借致密组织、合理流线与稳定性能,为各类机械传动系统提供可靠的核心承载保障。
联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码