7*24小时服务热线:
7*24小时服务热线:


更新时间:2026-05-12 17:13:33
点击:174
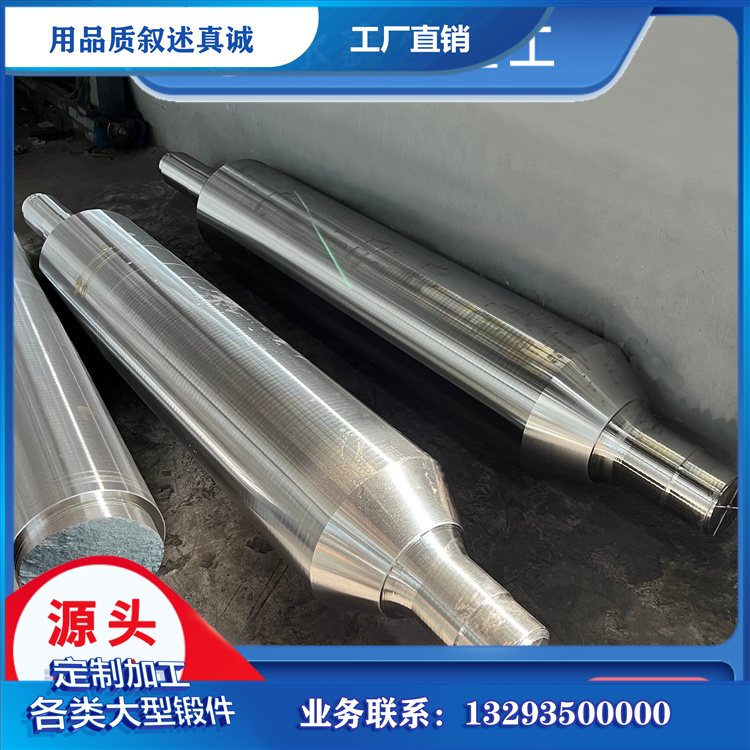
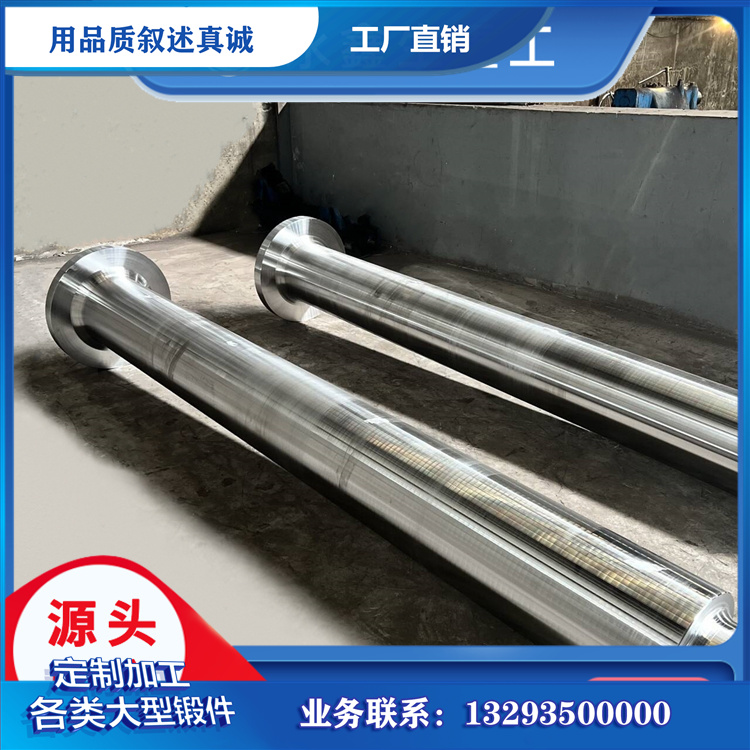
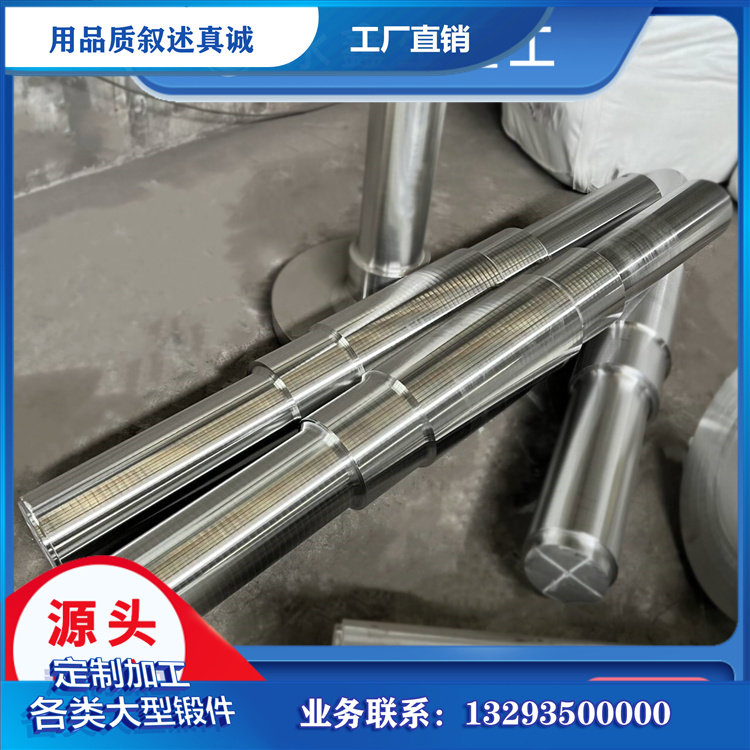
减速机车轮锻件是各类重型机械传动与行走系统中的关键承载锻件,主要应用于减速机输出端、行走机构、传动轮系等部位,承担扭矩传递、重载支撑、启停冲击缓冲等功能,是矿山、冶金、起重、工程机械等领域设备稳定运行的基础部件。其工作过程长期承受交变载荷、接触挤压、冲击振动及摩擦磨损作用,锻件自身的组织致密性、力学稳定性与抗疲劳能力,直接影响整机运行的可靠性与服役周期。锻造工艺通过金属塑性变形重构内部组织,赋予车轮锻件优于铸件与焊接件的综合性能,成为重载传动工况下的优选部件形式。
减速机车轮锻件常用材质以中碳合金钢为主,包括 42CrMo、65Mn 等,部分工况采用 40Cr、35CrMo 等材质,具备强度高、韧性好、淬透性佳、耐磨性强等特性,适配重载、冲击、磨损等复杂工况。42CrMo 材质含碳量适中,铬、钼元素配比合理,经热处理后可获得良好的强韧性匹配,抗拉强度与屈服强度处于较高区间,抗疲劳与抗冲击性能突出,适配中高速、重载及温度波动工况;65Mn 为弹簧钢材质,经淬火回火后硬度与耐磨性良好,适合低速、重载、强磨损工况下的车轮锻件制造。

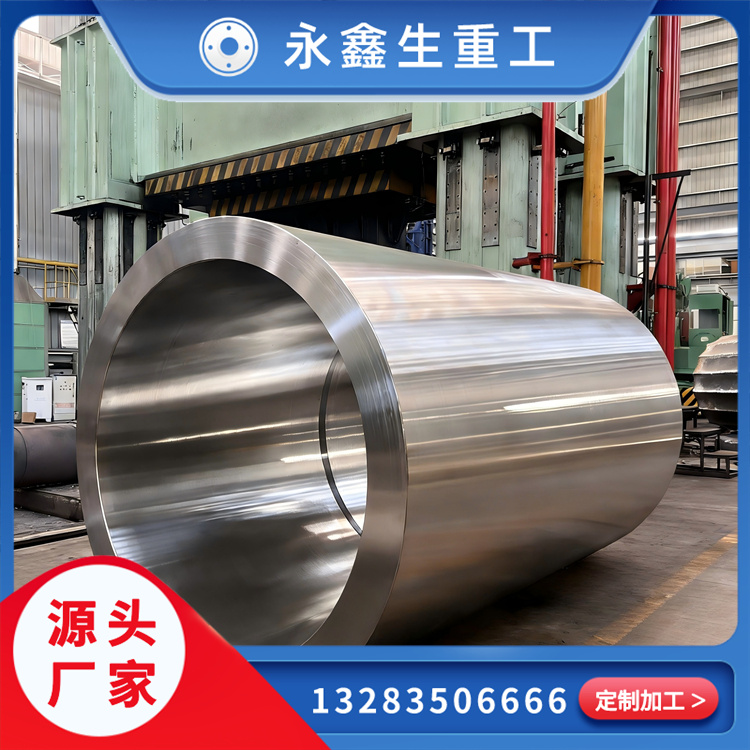
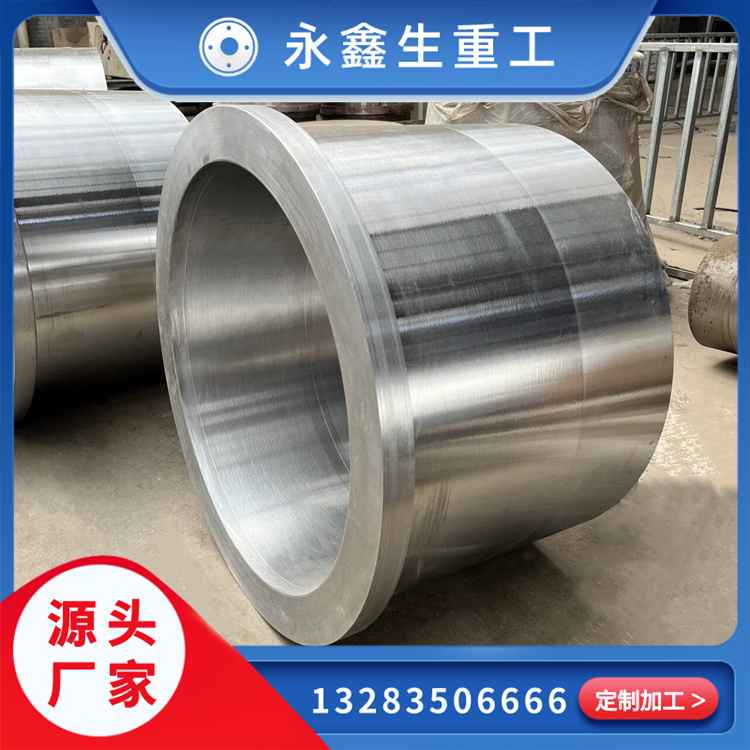
锻造工艺是决定减速机车轮锻件性能的核心环节。合格钢锭经电炉初炼、LF 精炼、VD 真空脱气处理,严格控制硫、磷等有害杂质与气体含量,保证材质纯净度,减少夹杂、气孔等原始缺陷。加热环节采用阶梯加热方式,始锻温度控制在 1100~1200℃,终锻温度不低于 850℃,严格控制保温时间,避免过热、过烧或晶粒粗化,确保金属塑性均匀,为后续锻压变形奠定基础。锻压过程依次完成镦粗、拔长、冲孔、扩孔、轮缘成型、辐板整形等工序,通过多次锻打使金属发生充分塑性变形,击碎粗大铸态晶粒,细化组织,压实内部疏松、孔洞等缺陷,控制锻造比不低于 4,让金属纤维沿车轮轮廓连续分布,形成闭环流线结构,有效提升锻件的强度、韧性、耐磨性与抗疲劳性能。

山西永鑫生重工深耕减速机车轮锻件制造领域,具备全流程生产能力,可生产不同材质、规格、尺寸的车轮锻件,产品适配各类重载减速机与行走机构。公司配备重型锻造设备、专业热处理炉与精密加工设备,采用自由锻与模锻相结合的工艺,标准规格车轮采用模锻保证尺寸规整度,大规格或异型车轮采用自由锻满足定制化需求,全程严控锻造参数,确保锻件组织均匀、性能稳定。
热处理是优化减速机车轮锻件性能的关键工序,通过加热、保温与冷却的合理匹配,调整金相组织,消除锻造内应力,平衡强度与韧性,提升耐磨性与抗疲劳能力。针对 42CrMo 材质车轮锻件,采用正火 + 调质处理,正火温度 870~920℃,回火温度 540~650℃,获得均匀回火索氏体组织;65Mn 材质则采用淬火 + 中温回火,保证表面硬度与芯部韧性匹配。山西永鑫生重工针对不同材质与工况要求,制定专属热处理工艺,确保车轮锻件获得理想的力学性能与组织状态。
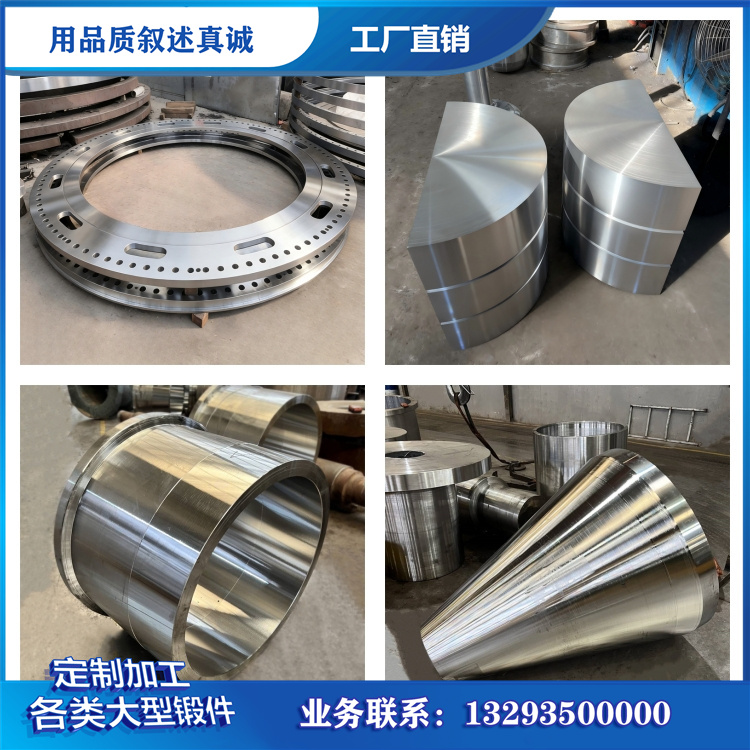
相较于铸造车轮,锻造减速机车轮锻件组织更致密,内部缺陷更少,力学性能更均匀,抗疲劳与抗冲击能力更强;相较于焊接车轮,锻造件无焊缝薄弱区,结构整体性更强,应力分布更均匀,不易产生裂纹与变形。这些特性使锻造减速机车轮锻件成为重载传动与行走系统的核心部件,广泛应用于矿山机械、冶金设备、起重机械、工程机械等领域。
减速机车轮锻件的质量检测涵盖外观检查、尺寸检测、金相分析、力学性能测试、硬度检测、超声波探伤、磁粉探伤等,全方位排查缺陷,确保产品符合行业标准与客户要求。山西永鑫生重工始终秉持严谨的生产理念,深耕锻造工艺,严控生产细节,以先进设备、成熟技术与严苛质量控制,打造高品质减速机车轮锻件,为重载传动设备提供可靠的承载与传动支撑,助力工业装备安全稳定运行。
联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码