7*24小时服务热线:
7*24小时服务热线:


更新时间:2026-05-12 16:59:44
点击:173
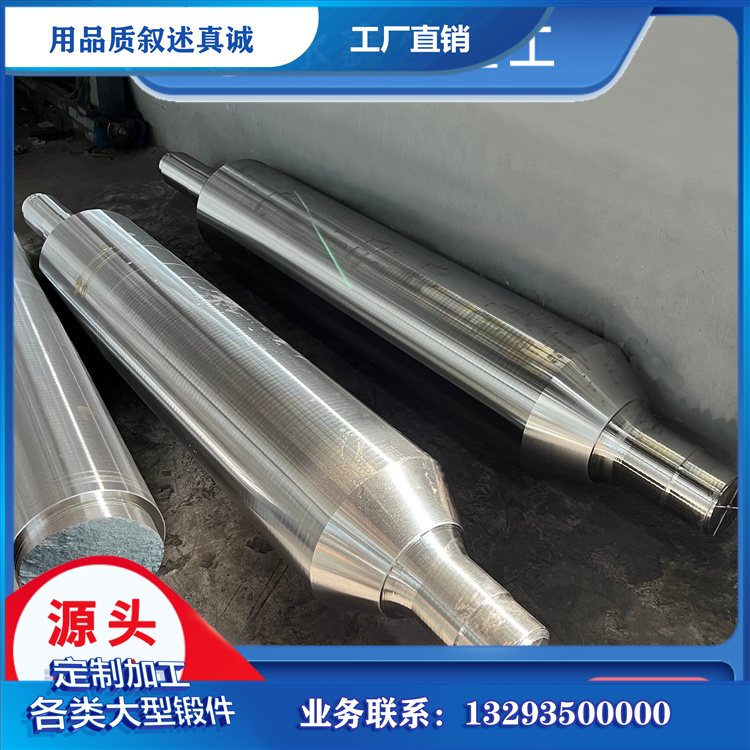
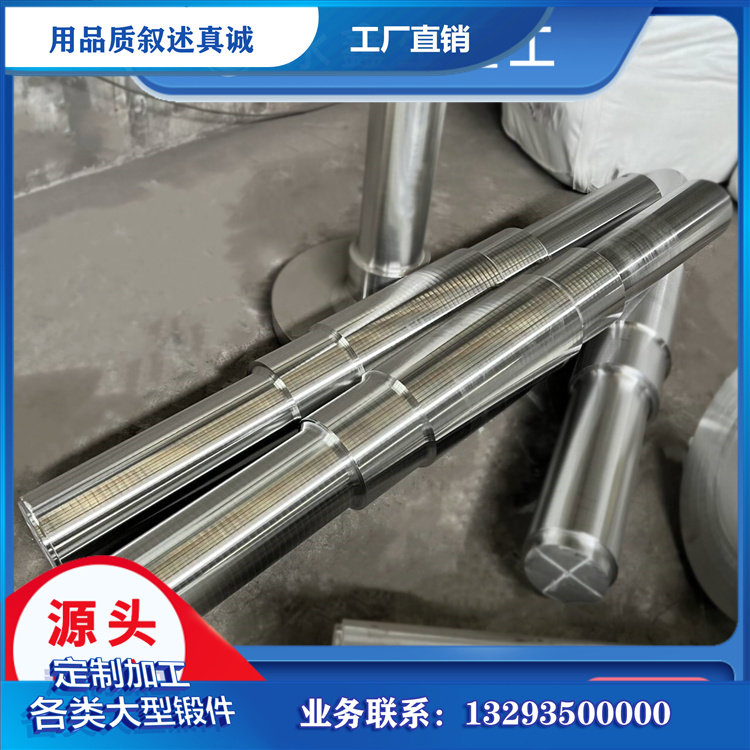
锻造液压油缸缸筒是工程机械、矿山设备、冶金机械等领域液压系统的核心承压锻件,长期承受高压油液压力、往复载荷冲击及侧向力作用,其结构强度与组织稳定性直接影响液压设备的运行可靠性与使用周期。作为一体成型的空心筒类锻件,它依托锻造工艺对金属组织的优化能力,相比焊接或无缝管缸筒,在致密性、抗疲劳、抗变形等方面具备显著优势,是高压重载液压场景的主流选择。
锻造工艺对缸筒锻件性能的提升,核心在于对铸态组织的重构与缺陷消除。合格钢锭经加热后,在锻压设备作用下发生充分塑性变形,粗大晶粒被细化,内部疏松、气孔、夹杂等缺陷被压实,金属纤维沿筒体周向与轴向连续分布,形成闭环流线结构。这种组织状态可均匀分散高压载荷,降低局部应力集中,提升锻件的抗拉强度、屈服强度与冲击韧性,满足长期高压往复工况需求。
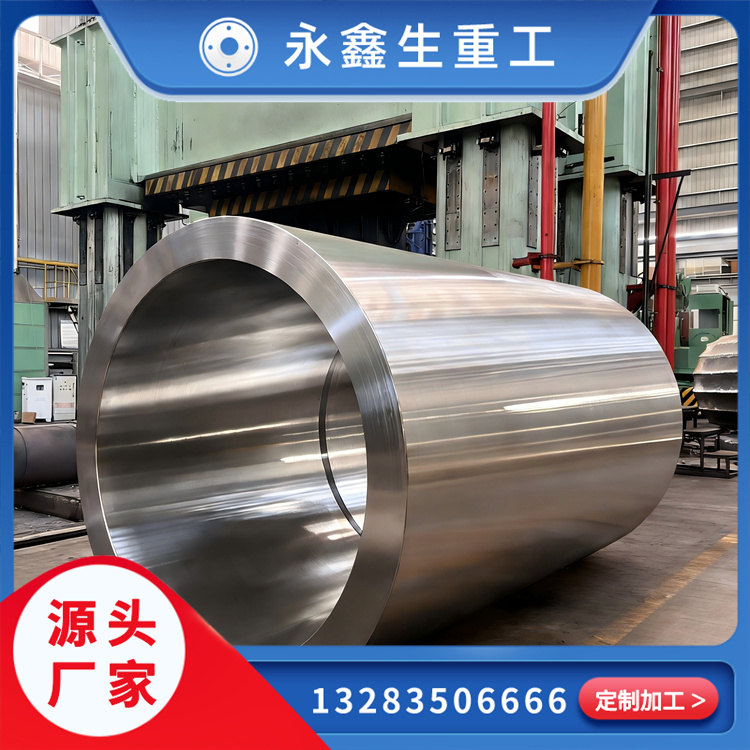
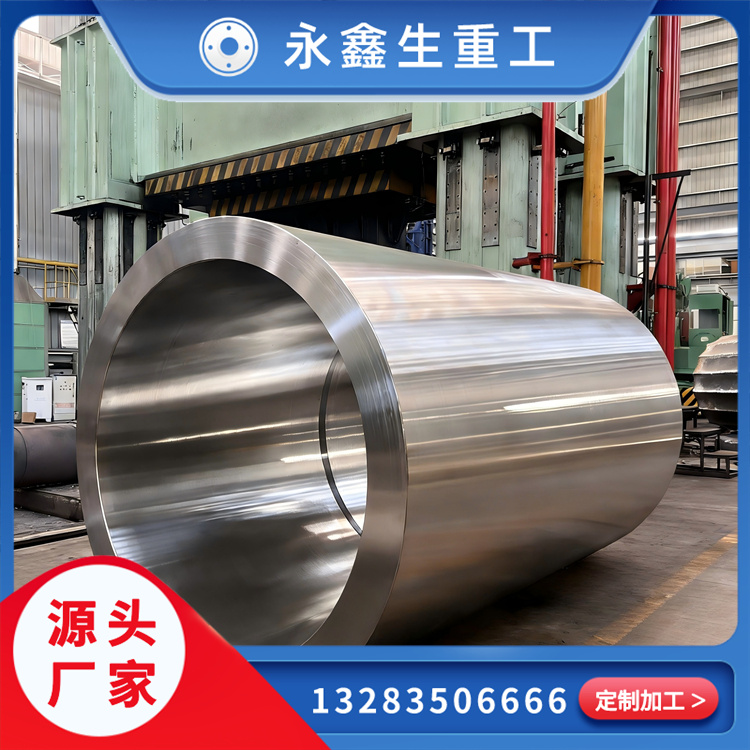
山西永鑫生重工专注油缸缸筒锻件制造,依托 15000 吨液压机等重型设备,可生产单重最高 100 吨、直径 50mm 至 5000mm 的各类缸筒锻件,材质覆盖碳钢、合金钢、不锈钢等,适配不同压力等级与介质环境。公司集锻造、热处理、机械加工、理化检验于一体,从原材料筛选到成品检测,全流程把控锻件质量,确保缸筒在高压工况下稳定服役。
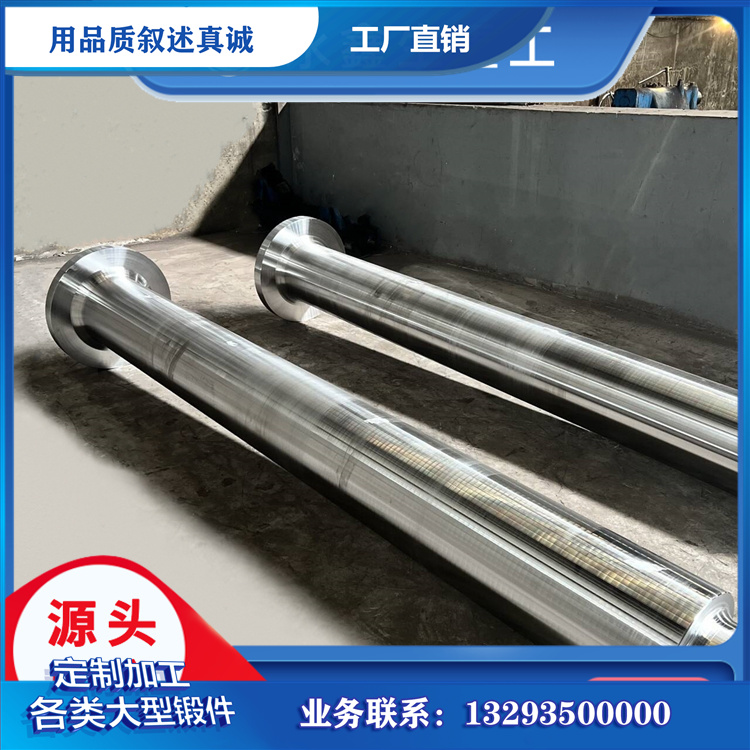
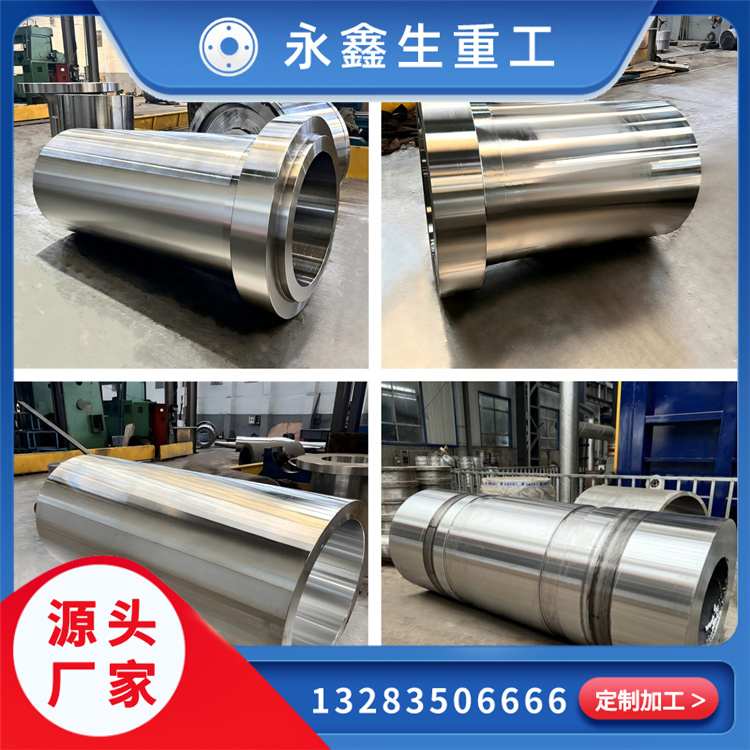
缸筒锻件的材质选择需匹配工况条件。中低压通用场景常用 Q355D、45# 钢等碳钢锻件,经正火处理后组织均匀,满足常规承压需求;高压重载场景多采用 35CrMo、42CrMo 等合金结构钢锻件,调质处理后强度与韧性提升,适配重型机械高压油缸;腐蚀介质环境则选用 316L 等不锈钢锻件,兼顾耐蚀性与承压能力。无论何种材质,均需通过合理锻造比控制,确保锻件充分锻透,组织均匀致密。
生产流程中,缸筒锻件需历经镦粗、冲孔、扩孔、拔长、整形等多道工序,各环节工艺参数需严格控制。加热环节根据材质设定温度区间,避免过热或脱碳;锻压环节控制变形量与锻造比,保证筒体壁厚均匀、流线连续;热处理环节通过正火、调质等工艺,调整金相组织,消除锻造内应力,平衡强度与韧性。山西永鑫生重工采用多向锻造、中心压实等技术,进一步提升缸筒锻件的内部质量与性能稳定性。
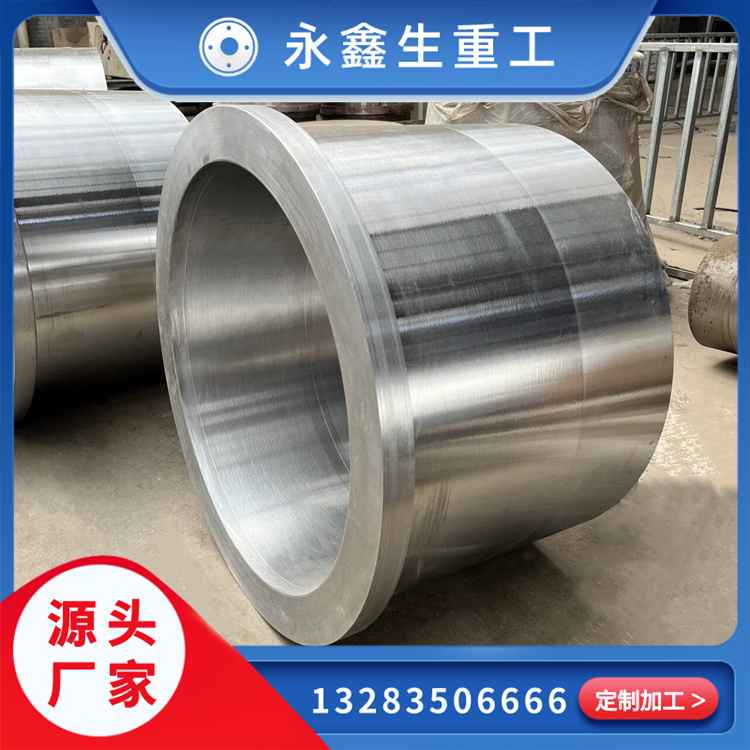
相较于焊接缸筒,锻造缸筒无焊缝薄弱区,整体结构强度更高,抗疲劳性能更优,在交变压力作用下不易产生裂纹或泄漏;相较于无缝管缸筒,锻造缸筒组织更致密,内部缺陷更少,力学性能更稳定,可承受更高压力冲击。这些特性使锻造缸筒成为高压重载液压系统的优选部件,广泛应用于工程机械、矿山机械、冶金设备等领域。
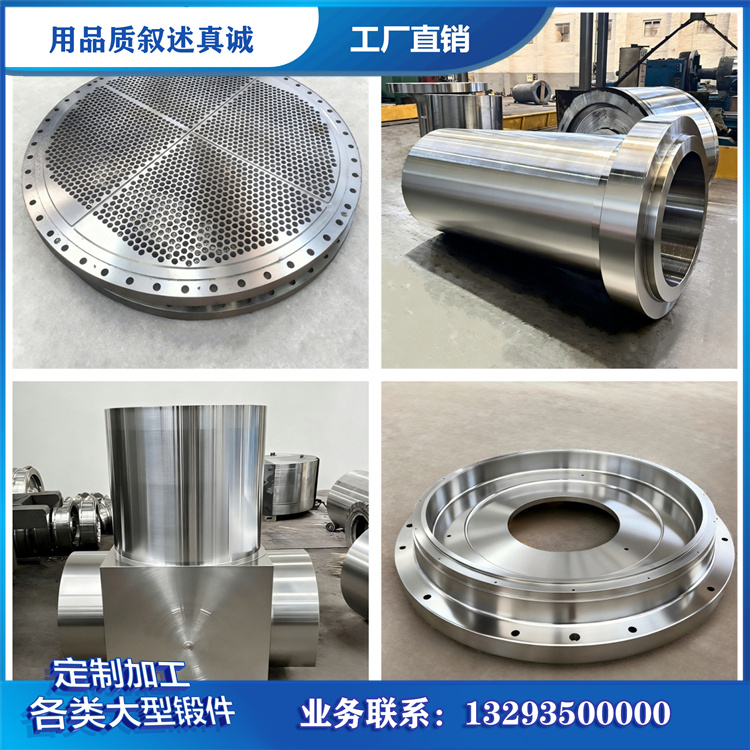
缸筒锻件的质量检测贯穿生产全过程,包括外观检查、尺寸检测、金相分析、力学性能测试、超声波探伤等,全方位排查缺陷,确保产品符合行业标准与客户要求。山西永鑫生重工始终以严苛的生产标准,打造高品质油缸缸筒锻件,为各领域液压设备提供可靠的核心承压支撑,助力工业装备安全高效运行。
联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码