7*24小时服务热线:
7*24小时服务热线:


更新时间:2026-04-28 17:26:21
点击:208
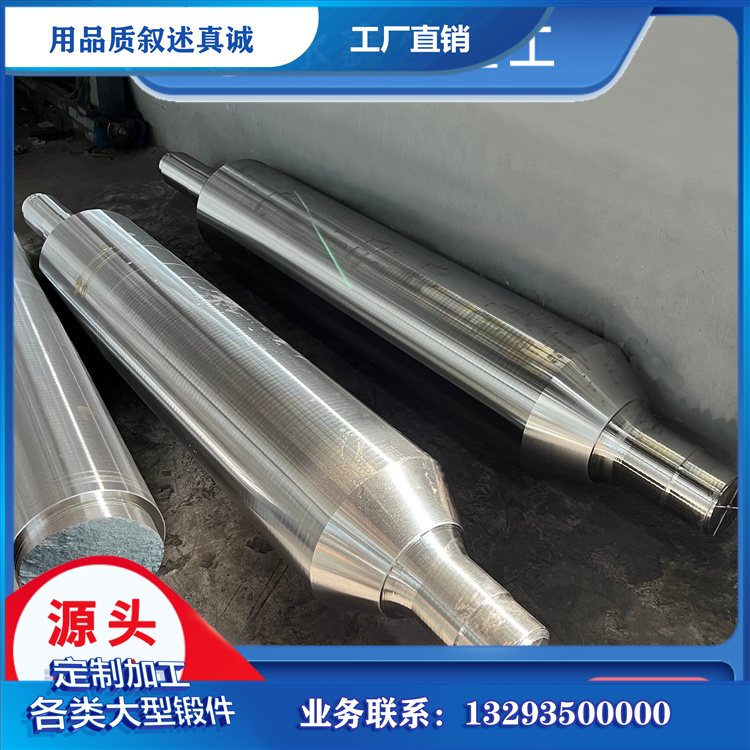
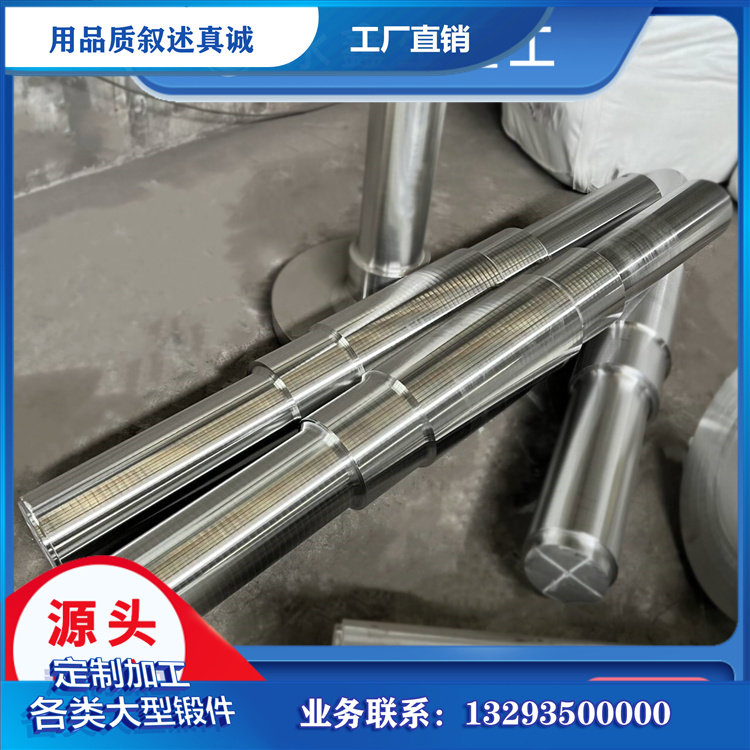
钢套筒锻造件并非最终成品,大多需要经过后续车削、镗孔、磨削等机械精加工,才能达到最终装配尺寸与表面质量要求。锻造毛坯尺寸精度的高低,直接影响精加工效率、加工成本与最终成品质量。尺寸偏差过大,会增加精加工余量、浪费原材料、降低加工效率;偏差超标还会导致加工后尺寸不达标、装配失败。因此,钢套筒锻造全流程尺寸精度管控,实现锻造毛坯与精加工高效适配,是提升产品质量、降低生产成本的关键。山西永鑫生重工严控锻造各环节尺寸精度,打造高精度钢套筒锻件毛坯,完美适配后续精加工需求。
钢套筒锻件尺寸精度管控,覆盖下料、加热、锻造、整型、热处理全流程,每一道工序都会影响最终尺寸,必须全程把控、层层校准。首先是下料尺寸精准控制,根据锻件成品尺寸、锻造变形量、热处理收缩量、精加工余量,精准计算坯料下料尺寸,合理预留加工余量,余量过大浪费原材料、增加加工成本;余量过小则无法覆盖偏差,导致精加工后尺寸不足。
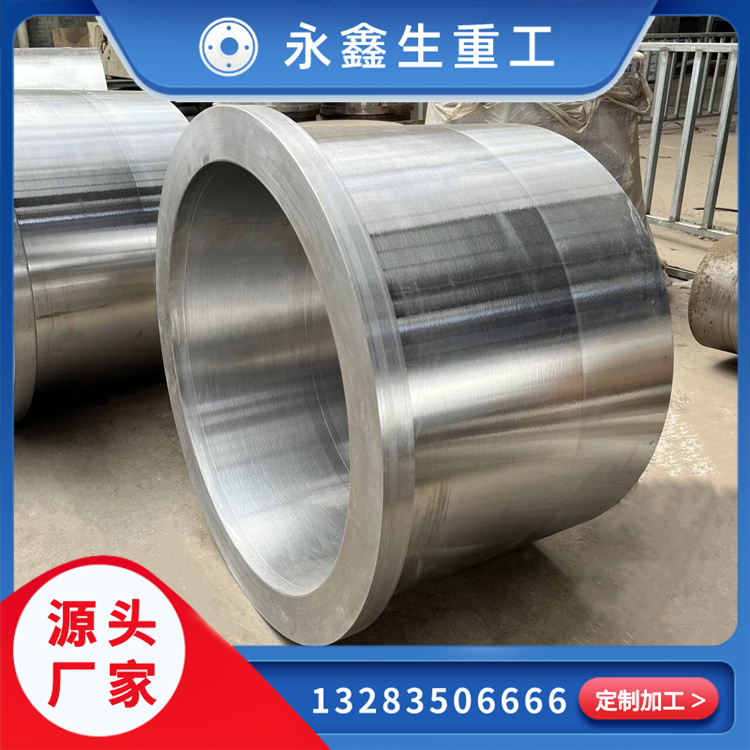
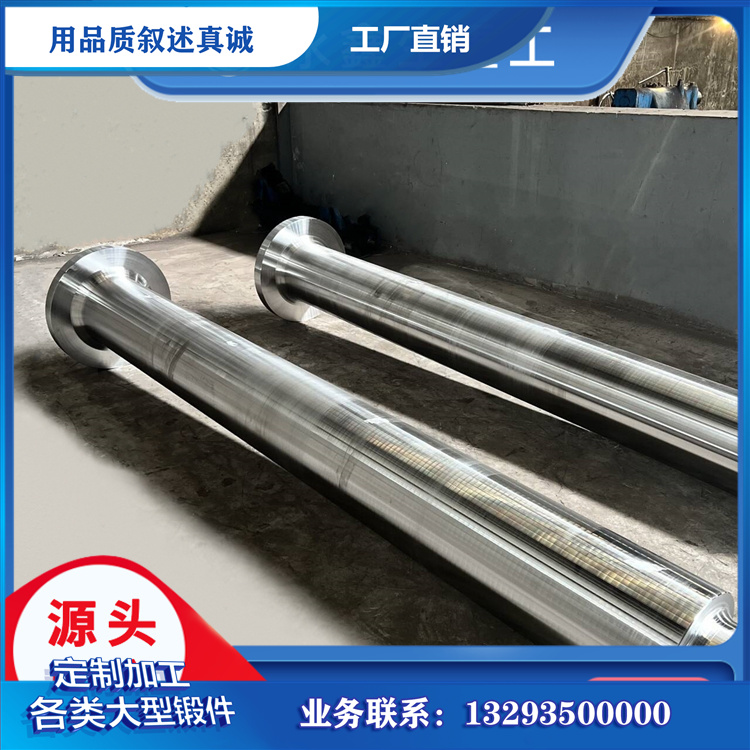
锻造成型是尺寸精度控制的核心环节,依托专业工装模具、精准操作,实现锻件外形、内径、外径、长度、壁厚、同轴度、圆度等参数精准把控。镦粗、冲孔、扩孔、整型各工序,严格控制变形量与受力位置,采用定位工装固定坯料,避免偏心、错位、变形不均,保证锻件初步尺寸达标。终锻整型工序,对尺寸做最终校准,将偏差控制在工艺允许范围内,同时保证锻件外形规整、无翘曲、无变形。
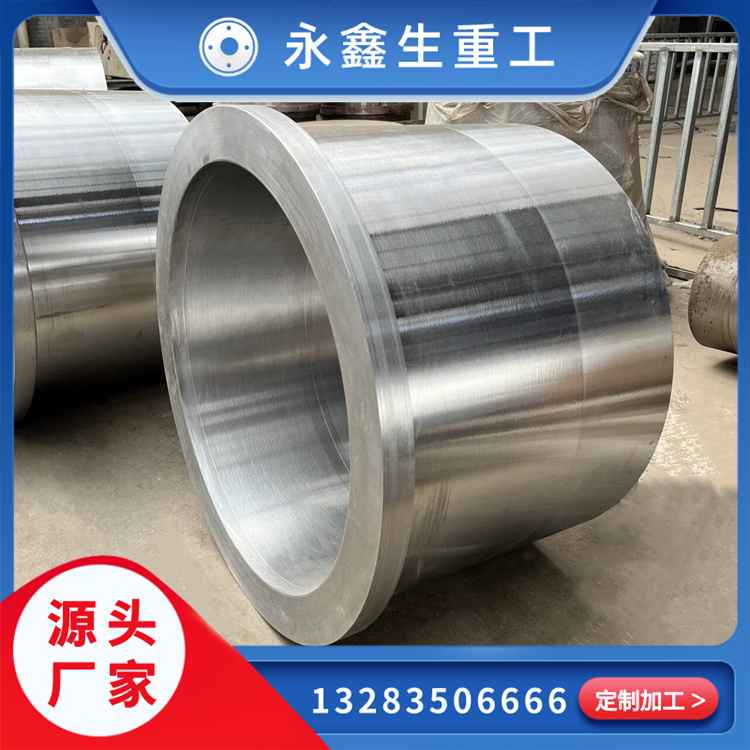
热处理过程易引发锻件尺寸变形,需规范热处理工艺,保证均匀加热、冷却,避免因温度不均、应力释放导致尺寸偏差扩大。针对合金钢、厚壁钢套筒锻件,热处理前后进行尺寸检测,及时发现并修正变形,确保热处理后锻件尺寸依然符合毛坯要求。山西永鑫生重工通过工艺优化,最大限度降低热处理变形,保障尺寸稳定性。
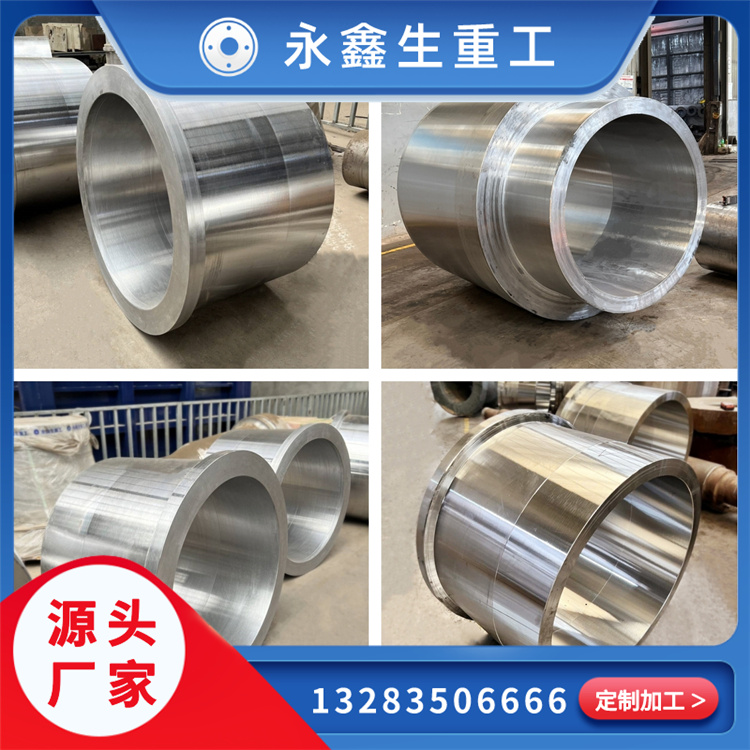
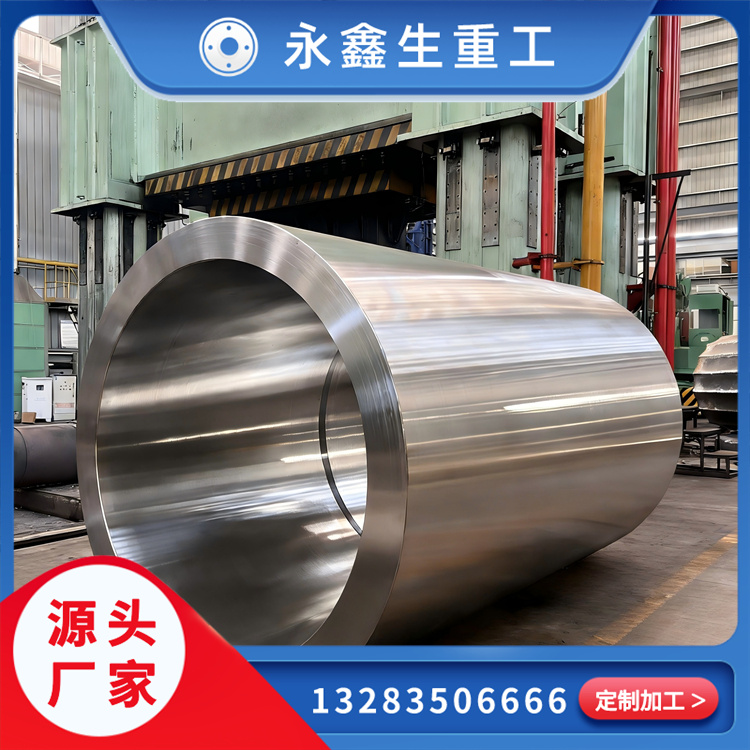
锻造毛坯尺寸精度,需充分适配精加工工艺。根据精加工设备、加工流程,合理设定毛坯精度标准,简化精加工定位、找正流程,减少切削量,提升加工效率。同时,保证锻件内外圆同轴度、壁厚均匀性,避免精加工过程中出现加工余量不均、刀具磨损过快、加工尺寸超差等问题。对于高精度装配场景,锻造毛坯需预留更小的精加工余量,进一步提升精度管控标准。
尺寸检测贯穿精度管控全程,采用专业卡尺、千分尺、内径百分表、同轴度检测仪等设备,对锻件各尺寸参数进行全项检测,及时排查偏差问题。对于大尺寸、高精度钢套筒锻件,采用三坐标测量仪进行精准检测,保证各项尺寸完全符合图纸要求。检测过程严格遵循标准,杜绝超差毛坯流入精加工环节。
提升钢套筒锻件尺寸精度,不仅依靠工艺把控,还需依托高精度锻造设备、标准化工装模具。定期检修锻造设备,保证设备运行精度;及时更换磨损工装,避免工装偏差影响锻件尺寸。同时,提升操作人员专业技能,规范操作流程,实现人工操作与设备精度的完美配合。
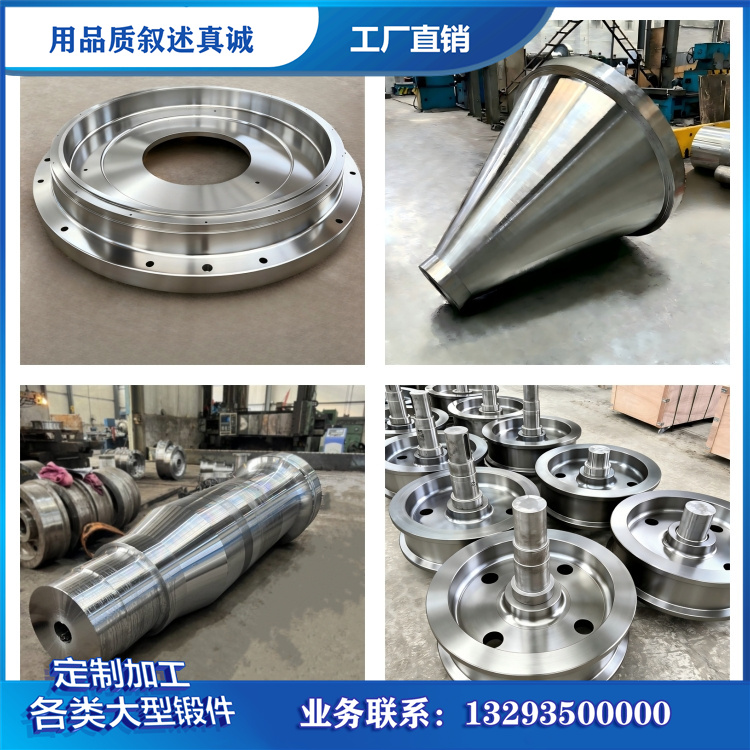
山西永鑫生重工建立了完善的尺寸精度管控体系,从工艺设计、生产操作到成品检测,全程聚焦尺寸精准度,针对不同规格、不同精度要求的钢套筒锻件,制定专属管控方案,让锻造毛坯完美适配各类精加工工艺,有效提升后续加工效率、降低生产成本,保障最终成品尺寸精准、装配顺畅。
随着工业装备精度要求不断提升,钢套筒锻件尺寸精度管控愈发重要。锻造企业需持续优化工艺、升级设备、完善管控,推动钢套筒锻件向高精度、精细化发展,实现锻造与精加工无缝衔接。
联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码