7*24小时服务热线:
7*24小时服务热线:


更新时间:2026-04-07 14:57:08
点击:321
行车轮锻件的性能达标依赖全流程精密工艺控制,核心工序涵盖原料甄选、锻造成型、热处理、精密加工与无损检测,每环节参数精准调控与质量把关,是保障锻件产品内部组织、力学性能与尺寸精度的关键。优质锻造企业需建立标准化工艺体系,实现从坯料到成品的全流程质量可控。
原料甄选是质量源头把控,所有钢坯需选用大型钢厂优质连铸或电渣重熔钢锭,附带完整材质证明。针对 65Mn、42CrMo 等材质,入厂需经光谱分析复验化学成分,确保碳、锰、铬、钼等元素含量符合标准;通过超声波探伤(UT)排查内部夹杂、疏松等原始缺陷,低倍组织评级≤2 级方可投产。山西永鑫生重工建立严格原料准入机制,从源头杜绝不合格材料,为后续锻造奠定基础。

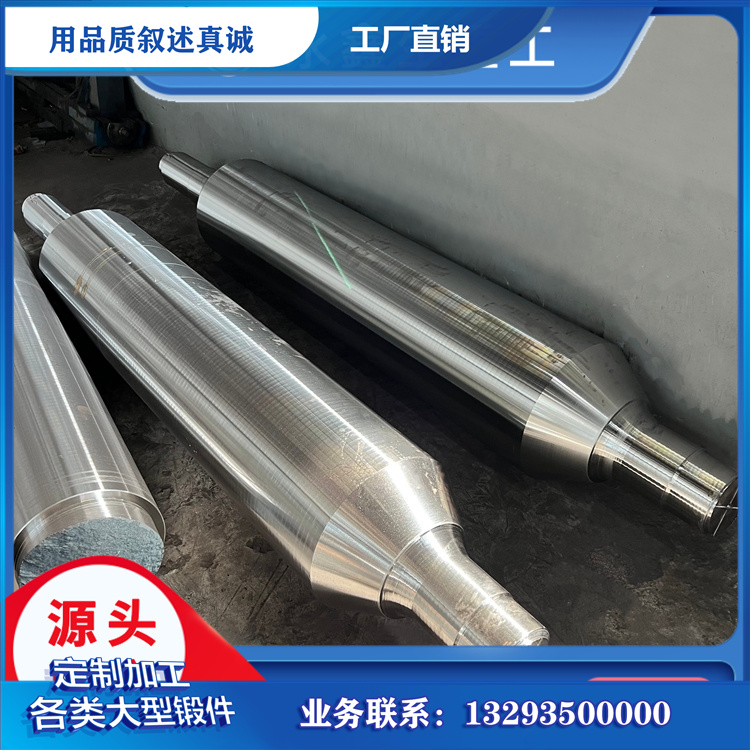
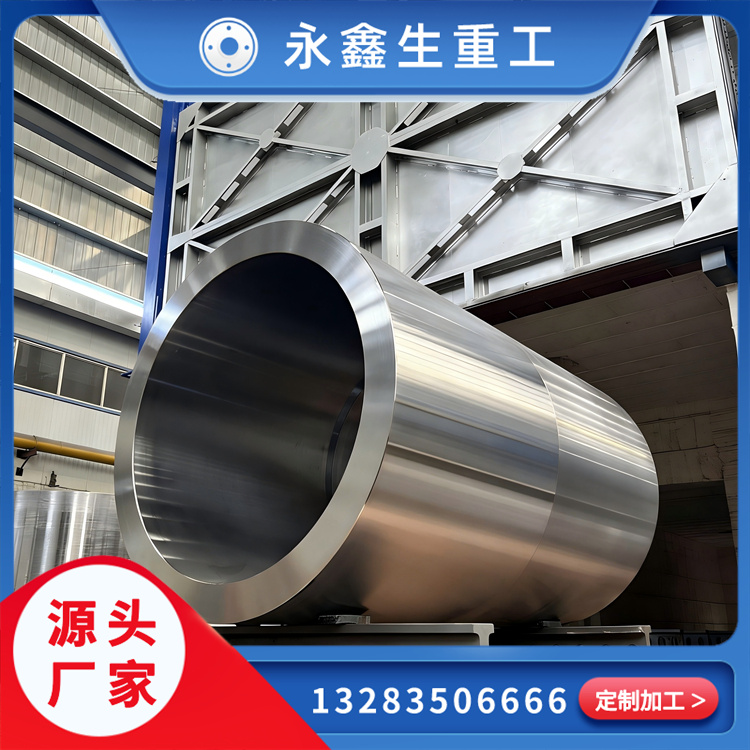
锻造成型是行车轮锻件优化组织的核心环节,采用自由锻或闭式模锻工艺。加热阶段将钢坯均匀升温至 1100-1200℃,通过红外测温实时监控,确保温度偏差≤±20℃,提升材料塑性。锻造过程控制锻造比 3:1-5:1,经镦粗、拔长、成型等工序,破碎铸态组织、细化晶粒,使金属流线沿车轮轮廓连续分布,避免应力集中。终锻温度不低于 850℃,防止低温锻造引发裂纹。大吨位设备保障锻件致密度,山西永鑫生重工的 15000 吨液压机可满足超大规格行车轮的成型需求,确保轮缘、轮毂、轮辐组织均匀无缺陷。

热处理是实现性能匹配的关键工序,主流采用 "调质 + 表面淬火" 工艺。调质处理(淬火 + 高温回火)使心部获得回火索氏体组织,保证强度与韧性平衡,42CrMo 材质调质后硬度达 HB280-320。表面淬火采用高频感应加热(20-40kHz),将踏面与轮缘快速加热至 830-860℃后油冷,形成 5-8mm 深硬化层,硬度提升至 HRC55-60,增强耐磨性。回火工序消除内应力,稳定组织与尺寸。山西永鑫生重工采用全自动温控热处理炉,精准把控升温、保温、冷却曲线,确保同批次产品性能均匀一致。
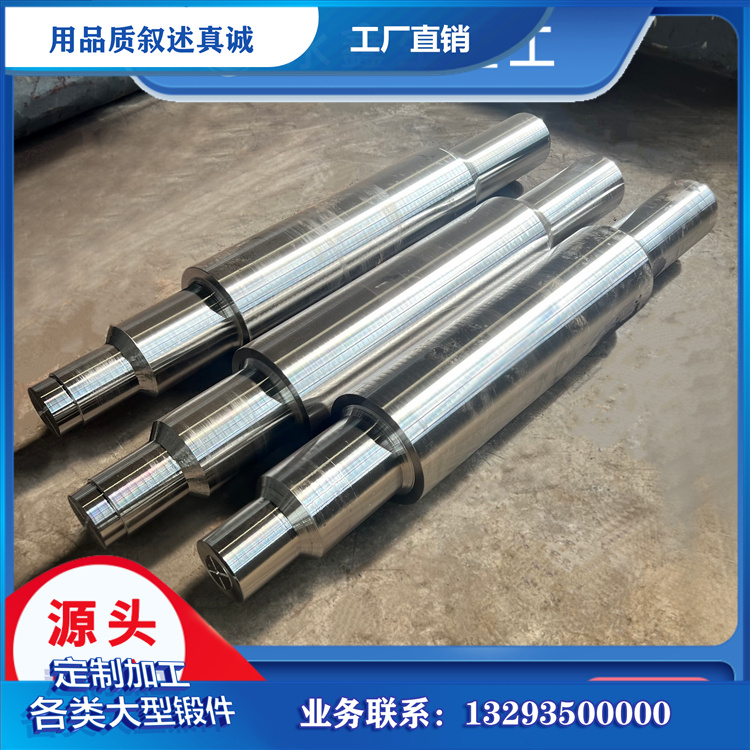
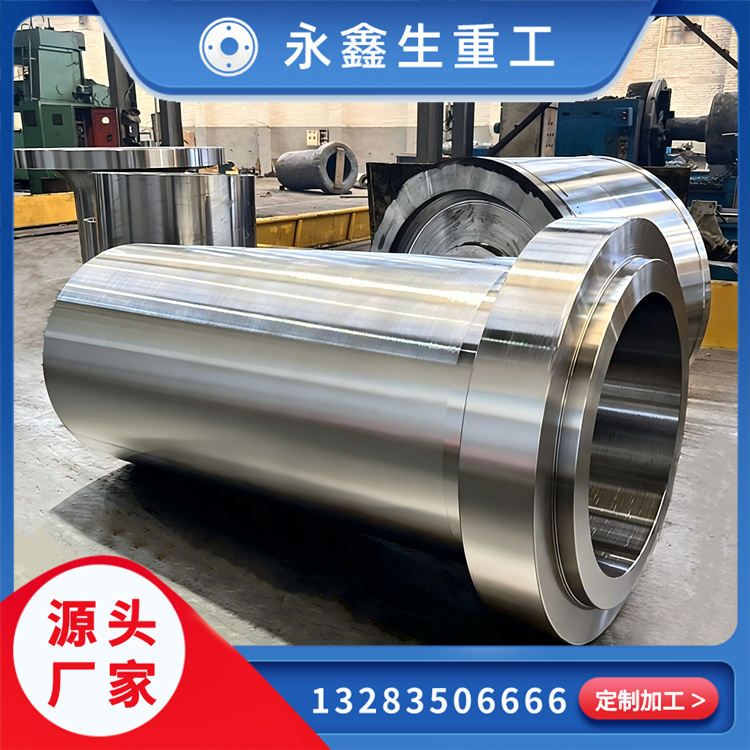
精密加工与检测构成最终质量防线。粗加工后进行超声波探伤,排查内部裂纹、夹杂;精加工采用数控立车、磨床,控制直径公差 h9、轴孔公差 H7,表面粗糙度 Ra≤6.3μm。磁粉探伤(MT)检测表面缺陷,确保无裂纹、折叠等瑕疵。力学性能取样测试,验证抗拉强度、屈服强度、冲击韧性达标。山西永鑫生重工配备三坐标测量仪、硬度计等全套检测设备,逐件检验并留存数据,实现产品全生命周期可追溯。
联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码