7*24小时服务热线:
7*24小时服务热线:


更新时间:2026-03-29 10:02:05
点击:292
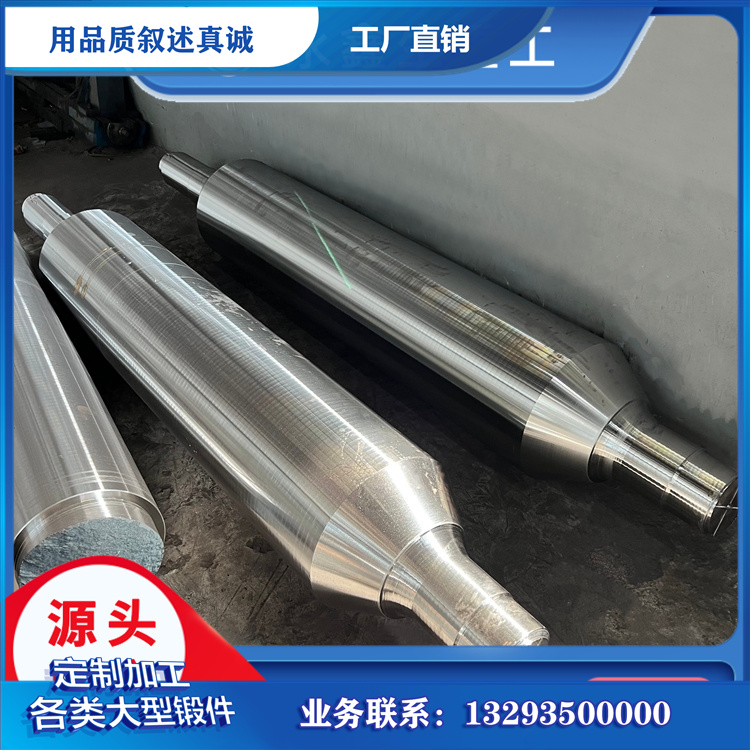
卸煤机车轮组作为港口、矿山等散料装卸设备的关键承载部件,其性能直接决定设备运行稳定性与使用寿命,而锻件品质是决定车轮组性能的核心要素。相较于铸钢车轮,锻造车轮组凭借致密的内部组织、连续的金属流线,在强度、韧性、耐磨性等方面具备显著优势,可承受卸煤机重载、冲击、连续运转的严苛工况。

卸煤机车轮组锻件的生产,需遵循严谨的锻造流程。原材料通常选用 60#、65Mn、42CrMo 等优质合金钢,这些材料具备良好的淬透性与力学性能,适配车轮组重载耐磨需求。下料后,钢坯需经加热炉均匀加热至 1100-1200℃,确保材料塑性达标,为后续锻造奠定基础。山西永鑫生重工作为深耕锻造行业三十余年的企业,依托 “中国锻造之乡” 山西定襄的产业集群优势,配备 5000T、10000T 大型锻压机,可实现单件≤35 吨车轮锻件的稳定生产,其锻造过程采用控温闭环控制,精准把控加热温度与锻造压力,优化金属流线分布,从源头杜绝组织缺陷。

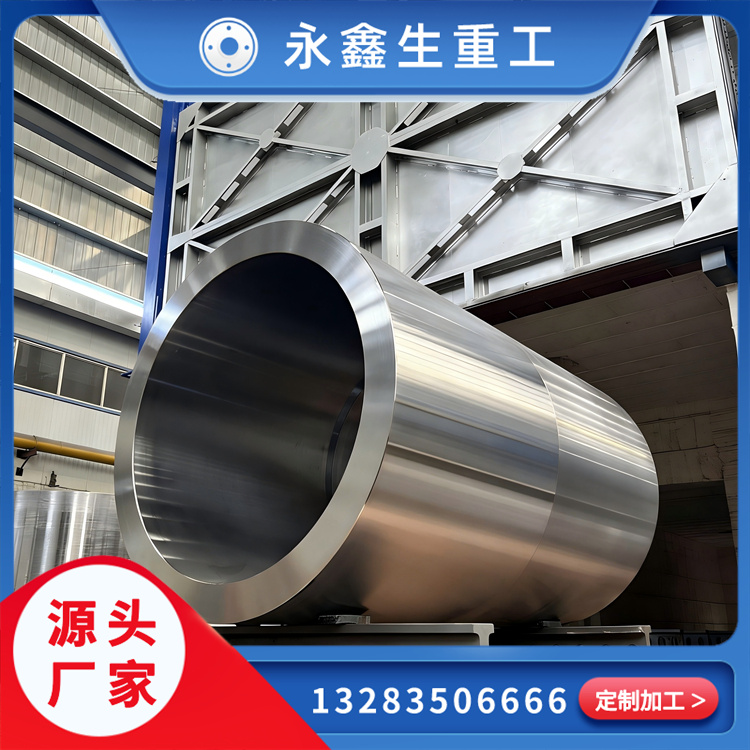
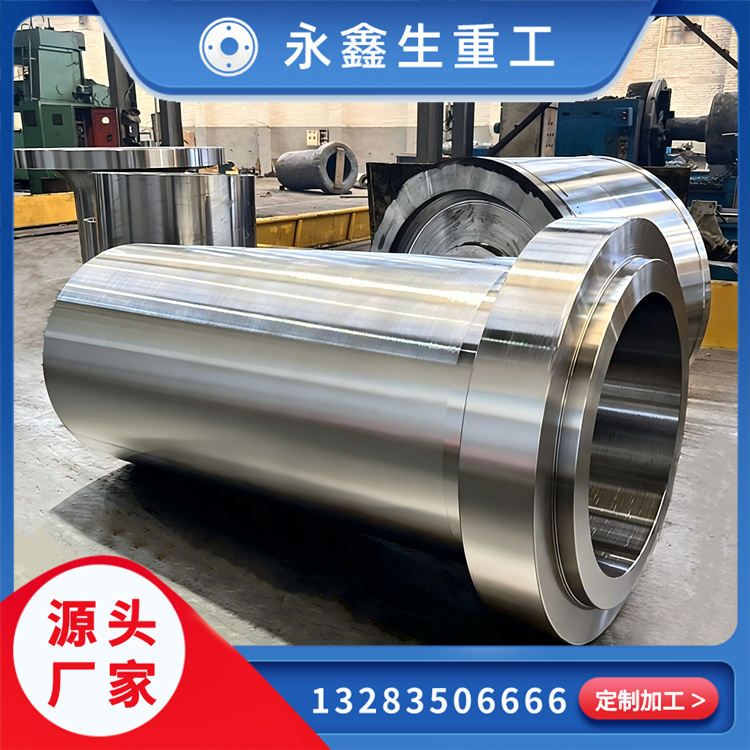
锻造成型后,车轮锻件需进入关键的热处理环节。山西永鑫生重工采用两段式控冷工艺,通过淬火与回火的精准配合,构建贝氏体 + 残余奥氏体双相组织,大幅提升车轮的抗冲击与耐磨性能。热处理后,锻件还需经过粗加工、精加工等工序,通过数控设备实现尺寸精度与表面光洁度的达标。全流程中,企业严格执行 ISO9001 质量体系,配备超声波探伤、硬度梯度检测等设备,对锻件内部缺陷、力学性能进行全方位检测,确保每一件卸煤机车轮组锻件符合行业标准与客户需求。
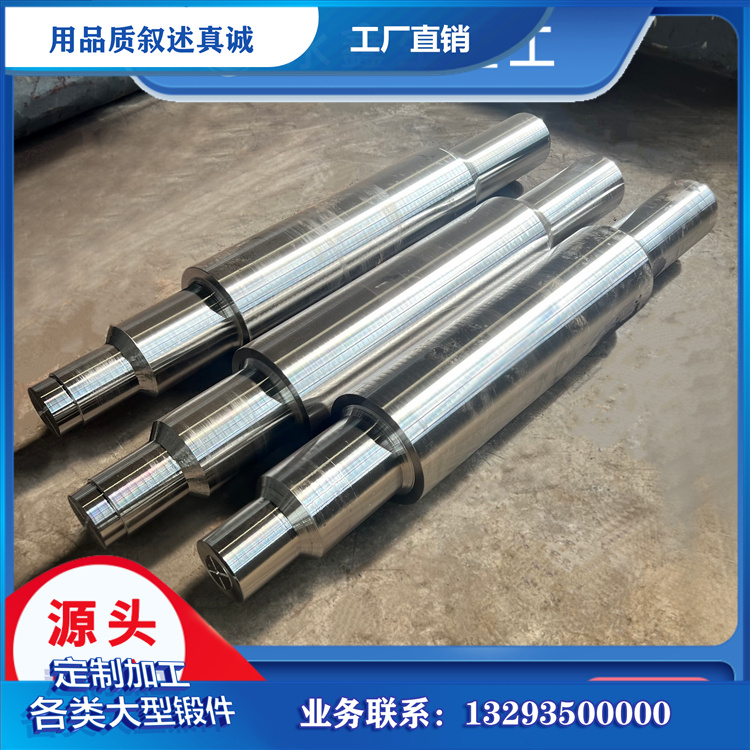
在卸煤机设备升级迭代的背景下,车轮组锻件的轻量化、高强度化成为发展趋势。山西永鑫生重工凭借全链条生产体系与技术积累,持续优化锻造工艺,通过调整锻造比、优化模具设计等方式,在保证锻件强度的同时,降低产品自重,提升卸煤机运行效率。其生产的卸煤机车轮组锻件,凭借稳定的品质与可靠的性能,广泛配套于各类重型装卸设备,成为行业内值得信赖的选择。
联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码