7*24小时服务热线:
7*24小时服务热线:


更新时间:2026-03-27 09:55:15
点击:332
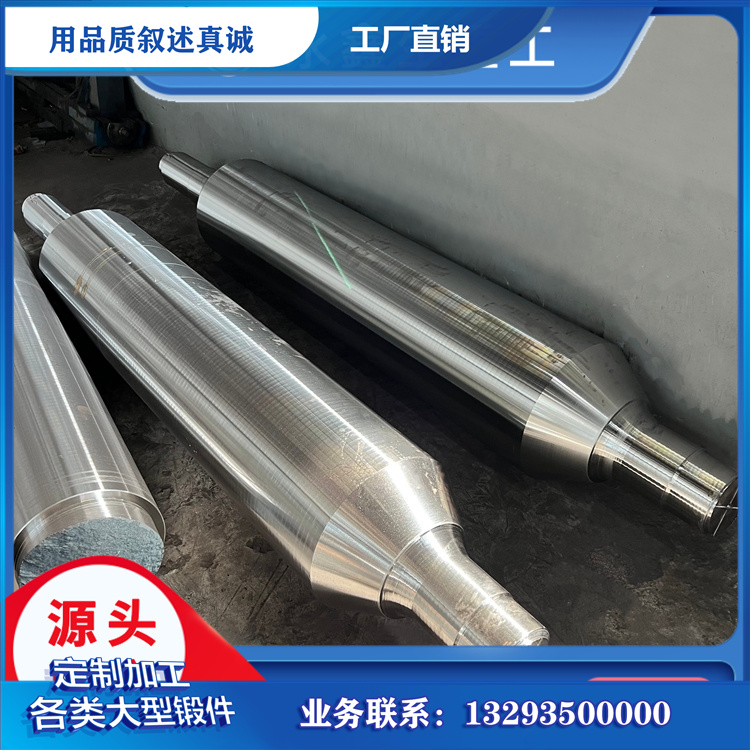
42CRMO车轮体锻件锻造前期,坯料预处理是保障后续加工质量的基础。首先按照锻件图纸尺寸,结合锻造变形量、热处理收缩量、精加工余量,精准计算坯料规格,采用数控切割设备完成下料,保证坯料尺寸误差处于可控范围,避免原料浪费或成型不足。下料完成后,对坯料表面进行精细化处理,去除氧化皮、毛刺、锈蚀等杂质,防止表面缺陷在锻造过程中扩大,影响锻件表面质量。

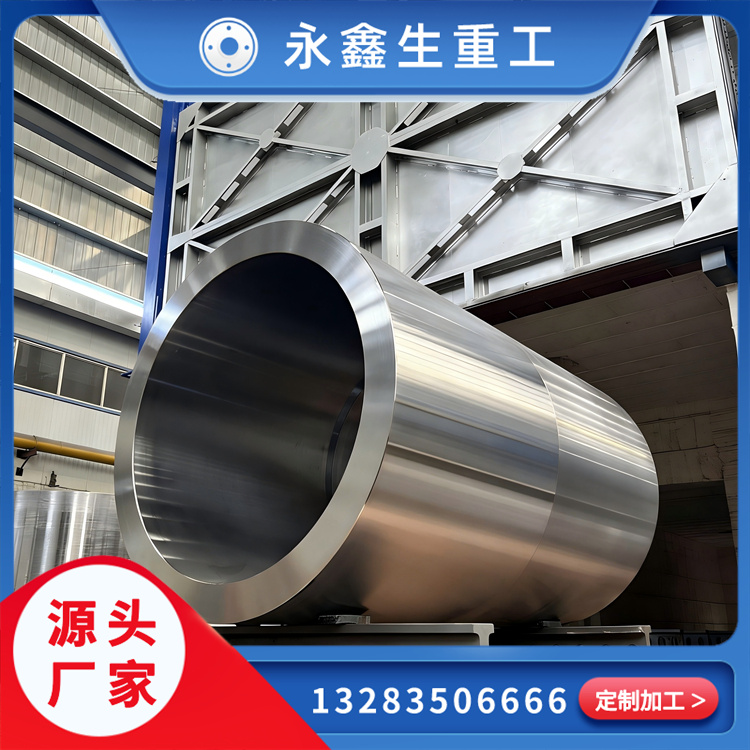
加热工序是锻造的关键环节,42CRMO材质加热温度把控直接影响变形效果与内部组织。加热温度需严格控制在1150-1200℃区间,采用智能控温加热炉,实现匀速升温、均匀受热,保证坯料内外温度一致,达到最佳塑性变形状态。温度过低会导致坯料变形抗力大,难以成型且易产生内部裂纹;温度过高则会引发材质过热、过烧、晶粒粗大、表面脱碳等问题,破坏材料内部组织。山西永鑫生重工采用全自动温控系统,实时监测炉内温度与坯料受热状态,杜绝温度偏差带来的质量隐患。

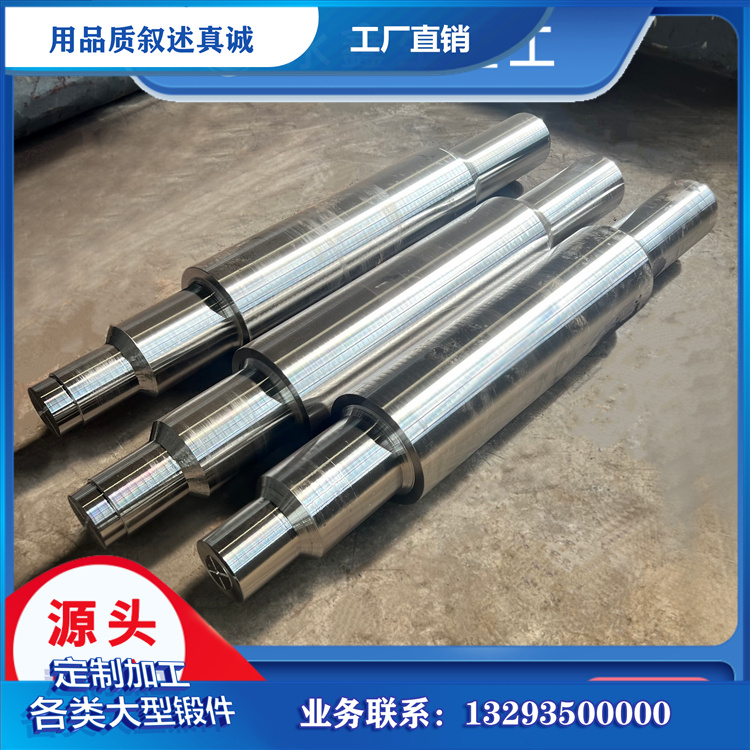
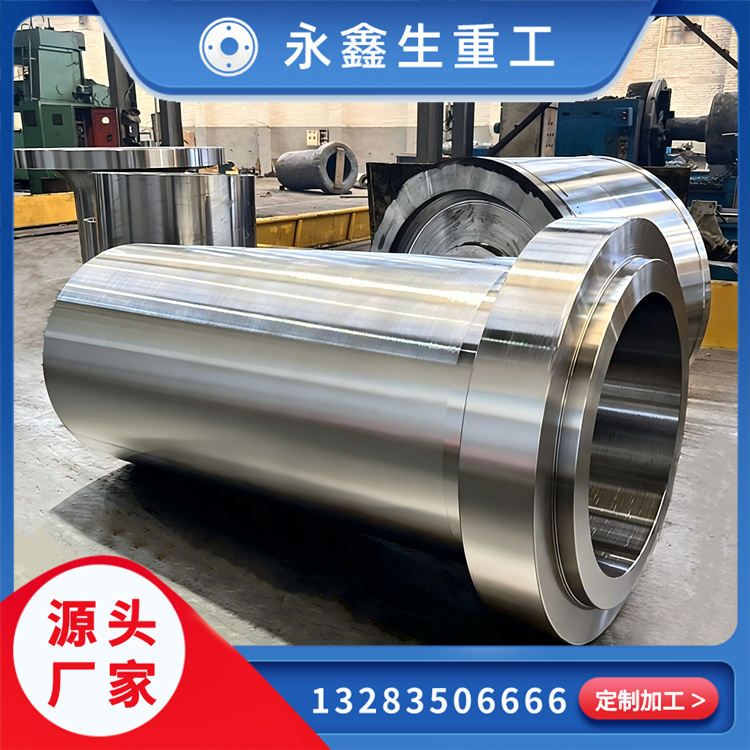
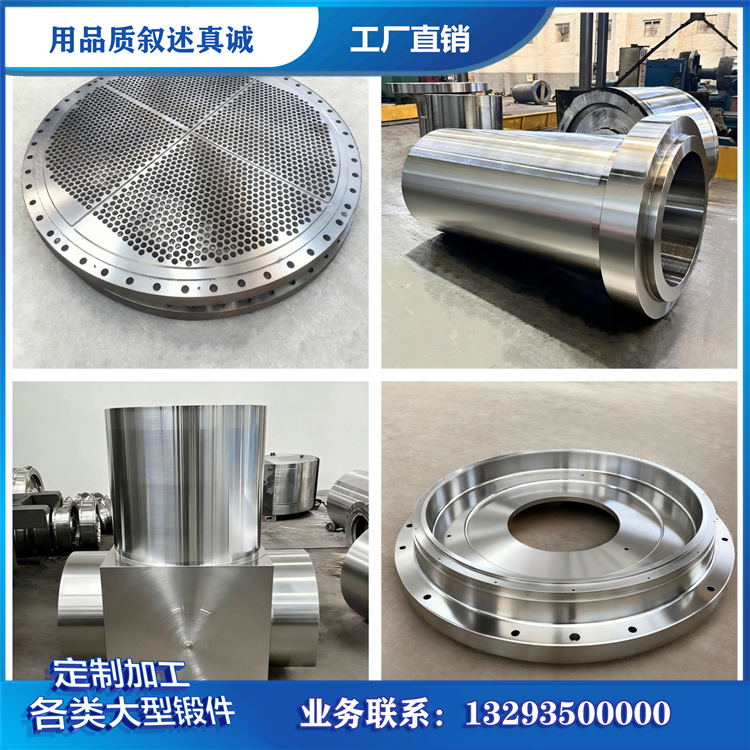
成型锻造环节需兼顾尺寸精度与内部性能,针对42CRMO车轮体锻件,行业内多采用自由锻与模锻相结合的工艺,中小型标准锻件选用模锻工艺,借助高精度模具保障尺寸精度,减少后续加工余量;大规格、异型锻件选用自由锻工艺,灵活调控变形力度,满足定制化成型需求。锻造过程中严格控制锻造比,通过多次锻打变形,充分压实坯料内部疏松、孔洞缺陷,让金属纤维沿车轮体轮廓连续分布,同时细化内部晶粒。全程把控变形速率与锻打力度,避免局部受力不均导致内部应力集中,产生微裂纹。
联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码